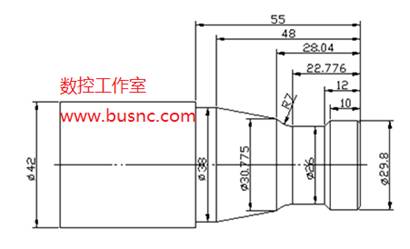
一、如图,编写该零件加工程序并加工该零件。
二、准备工作
(一)、工件与刀具装夹、对刀。
(二)、G73――成型加工复合循环指令
(1)格式
G73U(△i)W(△k)R(d)
G73P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
N(ns)………
F__ A和B间的运动指令是从顺序号ns到nf的程序段
S__
T__
N(nf)………
各个字母代表的含义:
△i:
X轴方向退刀距离(半径指定),
FANUC系统参数(NO.0719)指定。
△k:
Z轴方向退刀距离(半径指定),
FANUC系统参数(NO.0720)指定。
d:
粗切削循环的次数
ns:
精加工形状程序的第一个段号。
nf:
精加工形状程序的最后一个段号(退刀点要高于零件中的最高点);
定的是循环起点A至切削起点A’及切削终点B间的程段:
△U:
X方向精加工预留量的距离及方向。(直径/半径)
△W:
Z方向精加工预留量的距离及方向。
注意:
区分指令编程格式的相同与不同之处;格式中有关参数中的毛坯余量的计算要正确。
指令循环起点应在毛坯循环加工最大起点之外。
f,s,t:
顺序号“ns”到“nf”程序段中的任何F,S或T功能在循
环中被忽略,而在G73程序段中的F,S或功能有效。
(2)加工路线分析
如图:
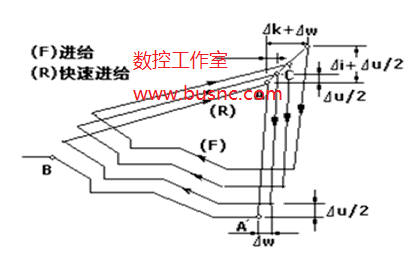
特点介绍:
成型加工复合循环指令也称固定形状粗车循环指令或仿行粗车循环指令。
主要适用:加工铸件、锻造后的已成型零件毛坯。
特点:加工各毛坯表面的余量均匀,如上图所示。利用该循环指令,可以沿零件轮廓的轨迹分层重复切削,配合精加工循环指令,可以一次完成零件加工。毛坯尺寸接近工件的成品形状尺寸,只是外径、长度较成品留有一定的余量。同时指令也可以用来加工圆棒料毛坯的零件,但要增加循环次数和加大循环起点向的位置。
缺点:加工效率低,不如指令。
三、加工程序
O0001;
N05 T0101;
1号刀具补偿
N10 G97 G99 S1200 M03;
N20 G0 X44.0 Z-1.0;
接近工件
N30 G01 X-1.0 F0.05;
车削端面
N40 Z2.0;
N50 G0 X40.0 Z2.0;
快速定位至循环起点
N55 G73 U7 W0 R7;
调用成型加工复式循环
N60 G73 P70 Q160 U0.6
W0.3 F0.1;
N70 G0 X27.8 Z2.0 S1500
M03;
N80 G01 Z0 F0.05;
N90 X29.8 Z-1.0;
N100 Z-10.0;
N110 X26.0 Z-12.0;
N120 Z-22.776;
N130 G02 X30.775 Z-28.041
R7.0;
N140 G01 X38.0 Z-48.0;
N150 Z-55.0;
N160 X42.0;
N170 G0 X80.0 Z1.0;
N180 G70 P70 Q160;
调用精加工循环
N190 G0 X200.0 Z200.0;
N200 M05;
N210 T0100;
取消刀具补偿
N220 M30;
%
