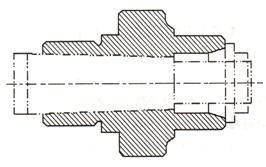
��ͼ0Ϊ������������������������Ϊ45�֣����ȴ�����Ӳ��Ҫ���ԶԸ�����������س������շ���������С������������
��1�����ͼ���շ���
���������������Բ���桢��Բ�桢˳Բ������Բ���������Ƶȱ�����ɣ����ж��ֱ���ߴ�������ߴ��нϸߵijߴ羫�Ⱥͱ���ֲڶ�Ҫ�����ͼ�ߴ��ע�������������ؼӹ��ߴ��עҪ��������������������������Ϊ45�֣��ӹ��������ܽϺã����ȴ�����Ӳ��Ҫ��
ͨ�������������������¼��㹤�մ�ʩ��
�ٶ�ͼ���ϴ�����ijߴ磬��ֵ��С���ʱ��ʱ����ȡƽ��ֵ����ȡ�����ߴ缴�ɡ�
�����Ҷ����Ϊ����ߴ����ƻ�����Ӧ����ӹ�ǰ��Ӧ���Ƚ����Ҷ��泵������
���ڿ׳ߴ��С����1:20�����ۦ�32��150��ʱ���ͷװ�С�
|
 |
|
ͼ0
�������� |
��2��ѡ���豸
���ݱ��ӹ���������κͲ��ϵ�������ѡ��CJK6240���س�����
��3��ȷ������Ķ�λ����װ�з�ʽ
���ڿӹ�
��λ�����ڿӹ�ʱ����Բ��λ��
װ�з�ʽ������צ�Զ����Ŀ��̼н���
���������ӹ�
��λ����ȷ���������Ϊ��λ����
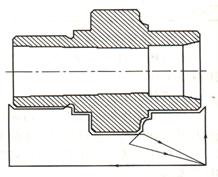
װ�з�ʽ���ӹ�������ʱ��Ϊ��֤һ�ΰ�װ�ӹ���ȫ������������Ҫ��һԲ����װ�ã���ͼ1˫�㻮�߲��֣�������צ���̼г�������ˣ������Ҷ��������Ŀײ���β�����ⶥ������߹���ϵͳ�ĸ��ԡ�
��4��ȷ���ӹ�˳����·��
�ӹ�˳���ȷ�������ڵ��⡢�ɴֵ������ɽ���Զ��ԭ��ȷ������һ��װ���о����ܼӹ����϶�Ĺ������档��ϱ�����Ľṹ���������ȼӹ��ڿ����棬Ȼ��ӹ����������档���ڸ����Ϊ����С�����������ߵ�·����Ʋ��ؿ�����̽���·����̿��г�·�ߣ����������泵���ߵ�·�߿����������˳����У���ͼ2����
��5������ѡ��
����ѡ���ĵ��߲��������2��������ؼӹ����߿�Ƭ�У��Ա��ڱ�̺Ͳ���������ע�⣺����������ʱ��Ϊ��ֹ�������빤�����淢�����棬Ӧѡ��ϴ�ĸ�ƫ�ǣ���Ҫʱ����ͼ���顣������ѡ�� =55
=55 ��
��
|
 |
 |
|
ͼ1
����������װ�з��� |
ͼ2
�������ӹ��ߵ�·�� |
��2
��������ؼӹ����߿�Ƭ
|
��Ʒ���ƻ���� |
������ |
������� |
����� |
���ͼ�� |
������ |
|
��� |
���ߺ� |
���߹������ |
���� |
�ӹ����� |
��ע |
|
1 |
T01 |
450Ӳ�ʺϽ���泵�� |
1 |
������ |
|
|
2 |
T02 |
��5�L������ |
1 |
���5�L���Ŀ� |
|
|
3 |
T03 |
��26�L��ͷ |
1 |
��� |
|
|
4 |
T04 |
�۵� |
1 |
���ڿ����� |
|
|
5 |
T05 |
930����ƫ�� |
1 |
������������� |
|
|
6 |
T06 |
930����ƫ�� |
1 |
�������ҳ������ |
|
|
7 |
T07 |
600�����Ƴ��� |
1 |
��M45���� |
|
|
���� |
������ |
��� |
������ |
�� |
������ |
��
��
�� |
��
ҳ |
��
ҳ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
��6����������ѡ��
���ݱ��ӹ���������Ҫ���߲��Ϻ������ϣ��ο����������ֲ���й�����ѡȡ�����ٶ���ÿת��������Ȼ�����ù�ʽv
c=��dn/1000��vf
= nf����������ת��������ٶȣ���������ԣ��������������5-15�����С�
���Ե�����ѡ����֡����ӹ���������ͬ���ּӹ�ʱ���ڹ���ϵͳ���Ժͻ�����������������£�������ȡ�ϴ�ı��Ե������Լ��ٽ������������ӹ�ʱ��Ϊ��֤�������ֲڶ�Ҫ���Ե���һ��ȡ0.1��0.4�L��Ϊ���ʡ�
��7�����ؼӹ����տ�Ƭ�ⶩ
��ǰ������ĸ��������ۺϳɱ�3��ʾ�����ؼӹ����տ�Ƭ��
��3
��������ؼӹ����տ�Ƭ
|
����� |
������ |
��Ʒ���ƻ���� |
������� |
���ͼ�� |
|
������ |
����� |
������ |
|
����� |
������ |
����� |
ʹ���豸 |
���� |
|
001 |
������ |
��צ���̺��������� |
CJK6240���س��� |
�������� |
|
������ |
��������
���ߴ絥λ �L�� |
���ߺ� |
���ߡ��������
/
�L |
����ת��
/r.min |
�����ٶ�
/�L.min |
���Ե���
/�L |
��ע |
|
1 |
ƽ���� |
T01 |
25��25 |
320 |
|
1 |
�ֶ� |
|
2 |
���5���Ŀ� |
T02 |
��5 |
950 |
|
2.5 |
�ֶ� |
|
3 |
���32�ĵצ�26 |
T03 |
��26 |
200 |
|
13 |
�ֶ� |
|
4 |
���ۦ�32�ڿס�150б�漰0.5��450���� |
T04 |
20��20 |
320 |
40 |
0.8 |
�Զ� |
|
5 |
���ۦ�32�ڿס�150б�漰0.5��450���� |
T04 |
20��20 |
400 |
25 |
0.2 |
�Զ� |
|
6 |
��ͷװ�д���1:20�� |
T04 |
20��20 |
320 |
40 |
0.8 |
�Զ� |
|
7 |
����1:20�� |
T04 |
20��20 |
400 |
20 |
0.2 |
�Զ� |
|
8 |
����װ�д�������ֳ������� |
T05 |
25��25 |
320 |
40 |
1 |
�Զ� |
|
|
|
|
|
|
|
|
|
|
|
����
|
����� |
������ |
��Ʒ���ƻ���� |
������� |
���ͼ�� |
|
������ |
����� |
������ |
|
����� |
������ |
����� |
ʹ���豸 |
���� |
|
001 |
������ |
��צ���̺��������� |
CJK6240���س��� |
�������� |
|
������ |
��������
���ߴ絥λ �L�� |
���ߺ� |
���ߡ��������
/
�L |
����ת��
/r.min |
�����ٶ�
/�L.min |
���Ե���
/�L |
��ע |
|
9 |
�������Ҵֳ������� |
T06 |
25��25 |
320 |
40 |
1 |
�Զ� |
|
10 |
�������������� |
T05 |
25��25 |
400 |
20 |
0.1 |
�Զ� |
|
11 |
�������Ҿ��������� |
T06 |
25��25 |
400 |
20 |
0.1 |
�Զ� |
|
12 |
ж���ᣬ��Ϊ��צװ�У��ֳ�M45���� |
T07 |
25��25 |
320 |
1.5�L/
r |
0.4 |
�Զ� |
|
13 |
����M45���� |
T07 |
25��25 |
320 |
1.5�L/
r |
0.1 |
�Զ� |
|
���� |
������ |
��� |
������ |
�� |
������ |
��
��
�� |
��
ҳ |
��
ҳ |
| �� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
