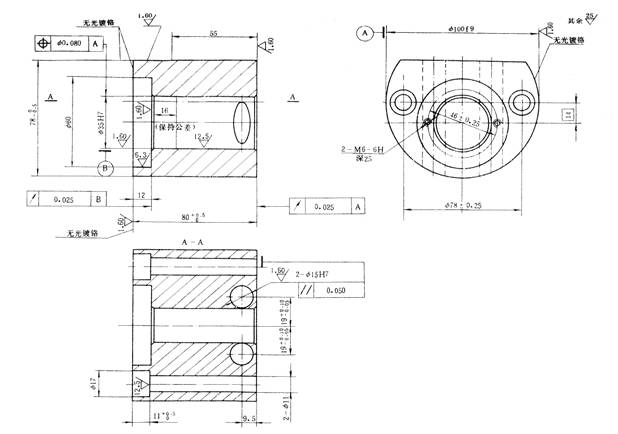
��ͼ1Ϊ����̨ϳ����֧���ף��������Ϊ45�֣����ȴ�����Ӳ��Ҫ���������ؼӹ����ա�
��
|
 |
|
ͼ1 ֧����ͼ |
��1�����ͼ���շ���
Ϊ���ڶ�λװ�У���100f9��Բ��80 �ߴ����桢78
�ߴ����桢78 �ߴ��������ǰ�湤��������ͨ������ɡ����ؼӹ�����Ҫ�����ǣ�2-��15H7�ף���35H7�ס���60��12�ѣ�2-��11����17��2-M6-6H�ݿס�
�ߴ��������ǰ�湤��������ͨ������ɡ����ؼӹ�����Ҫ�����ǣ�2-��15H7�ף���35H7�ס���60��12�ѣ�2-��11����17��2-M6-6H�ݿס�
��2��ѡ���豸
���ݱ��ӹ���������κͲ��ϵ�������ѡ�õ���ʽ�ӹ����ģ�����Ҫ�����ǣ�
����̨�ߴ磺400�L����400�L������̨�����г̣�X�ᣩ500�L������̨ǰ���г̣�Z�ᣩ400�L�������������г̣�Y�ᣩ400�L������������������̨�����100��500�L���������������̨�����߾���150��500�L��������BT-40����������30�ѡ�
��3��ȷ������Ķ�λ����װ�з�ʽ
��������100f9��Բ��80 �ߴ�����涨λ��
��4����������ϵ�趨
B00��G54��X0��Y0���ڦ�35H7�������ϣ�Z0����80�ߴ����档
B900��G55��X0����80�ߴ����档Y0������35H7�������ϣ�Z0����78�ߴ����档
��5��ȷ���ӹ�˳����·�ߣ������ԣ�
��6������ѡ��
����ѡ���ĵ��߲��������1֧�������ؼӹ����߿�Ƭ�С�
��1
���ؼӹ����߿�Ƭ
|
��Ʒ���ƻ���� |
������ |
������� |
֧���� |
���ͼ�� |
������ |
|
��� |
���ߺ� |
���߹������
���ߴ絥λ �L�� |
���� |
�ӹ�����
���ߴ絥λ �L�� |
��ע |
|
1 |
T01 |
��������3 |
1 |
����35H7�ס�2-��17����11���Ŀס���2-M6-6H�������Ŀס���2-��15H7�����Ŀ� |
|
|
2 |
T02 |
���黨����11 |
1 |
��2-��11�ס�2-M6-6H�˵��� |
|
|
3 |
T03 |
����ͷ��17��11 |
1 |
��2-��17 |
|
|
4 |
T04 |
���۵���34 |
1 |
������35H7����34 |
|
|
5 |
T05 |
�Ͻ���ϳ����32T |
1 |
��ϳ��60��12����59��11.5 |
|
|
6 |
T06 |
�Ͻ���ϳ����32T |
1 |
��ϳ��60��12 |
|
|
7 |
T07 |
�۵���34.85 |
1 |
�뾫����35H7����34.85 |
|
|
8 |
T08 |
ֱ���黨����5 |
1 |
��2-M6-6H��������5 |
|
|
9 |
T09 |
����˿����M6 |
1 |
��2-M6-6H���� |
|
|
10 |
T10 |
��ʽ�µ�35AH7 |
1 |
�§�35H7�� |
|
|
11 |
T11 |
���黨����14 |
1 |
��2-��15H7������14 |
|
|
12 |
T12 |
��������������14.85 |
1 |
��2-��15H7������14.85 |
|
|
13 |
T13 |
��������15AH7 |
1 |
�§�15H7�� |
|
|
14 |
T14 |
���黨����31 |
1 |
����35H7������31 |
|
|
���� |
������ |
��� |
������ |
�� |
������ |
�� ҳ |
�� ҳ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
��6����������ѡ�����ԣ�
��7�����ؼӹ����տ�Ƭ�ⶩ��ͨ�������ɵó��ӹ����չ��̣�����2��
��2
֧�������ؼӹ����տ�Ƭ
|
����� |
������ |
��Ʒ���ƻ���� |
������� |
���ͼ�� |
|
|
������ |
֧���� |
������ |
|
����� |
������ |
����� |
ʹ���豸 |
���� |
|
|
������ |
������ |
��ϼо� |
��ʽ�ӹ����� |
�������� |
|
|
������ |
��������
���ߴ絥λ �L�� |
���ߺ� |
���߹��
���ߴ絥λ �L�� |
����ת��
/r.min |
�����ٶ�
/�L.min |
���Ե���
/
�L |
��ע |
|
|
1 |
B0��G45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
����
|
����� |
������ |
��Ʒ���ƻ���� |
������� |
���ͼ�� |
|
|
������ |
֧���� |
������ |
|
����� |
������ |
����� |
ʹ���豸 |
���� |
|
|
������ |
������ |
��ϼо� |
��ʽ�ӹ����� |
�������� |
|
|
������ |
��������
���ߴ絥λ �L�� |
���ߺ� |
���߹��
���ߴ絥λ �L�� |
����ת��
/r.min |
�����ٶ�
/�L.min |
���Ե���
/
�L |
��ע |
|
|
2 |
����35H7�ס�2-��17����11���Ŀ� |
T01 |
��������3 |
1200 |
80 |
|
|
|
|
3 |
����35H7������31 |
T14 |
���黨����31 |
300 |
30 |
|
|
|
|
4 |
��2-��11�� |
T02 |
���黨����11 |
600 |
60 |
|
|
|
|
5 |
��2-��17 |
T03 |
����ͷ��17��11 |
150 |
15 |
|
|
|
|
6 |
������35H7����34 |
T04 |
���۵���34 |
400 |
30 |
|
|
|
|
7 |
��ϳ��60��12����59��11.5 |
T05 |
�Ͻ���ϳ����32T |
400 |
35 |
|
|
|
|
8 |
��ϳ��60��12 |
T06 |
�Ͻ���ϳ����32T |
600 |
45 |
|
|
|
|
9 |
�뾫����35H7����34.85 |
T07 |
�۵���34.85 |
450 |
35 |
|
|
|
|
10 |
��2-M6-6H�������Ŀ� |
T01 |
|
1000 |
40 |
|
|
|
|
11 |
��2-M6-6H��������5 |
T08 |
ֱ���黨����5 |
650 |
35 |
|
|
|
|
12 |
2-M6-6H�˵��� |
T02 |
|
500 |
20 |
|
|
|
|
13 |
��2-M6-6H���� |
T09 |
����˿����M6 |
100 |
100 |
|
|
|
|
14 |
�§�35H7�� |
T10 |
��ʽ�µ�35AH7 |
100 |
50 |
|
|
|
|
15 |
M01��������ѡֹͣ�� |
|
|
|
|
|
|
|
|
16 |
����35H7�����ֶ�װ�빤�ն� |
|
ר�����ն¢�29�C54
|
|
|
|
|
|
|
17 |
B900��G55 |
|
|
|
|
|
|
|
|
18 |
��2-��15H7�����Ŀ� |
T01 |
|
1200 |
80 |
|
|
|
|
19 |
��2-��15H7������14 |
T11 |
���黨����14 |
450 |
50 |
|
|
|
|
20 |
��2-��15H7������14.85 |
T12 |
��������������14.85 |
400 |
40 |
|
|
|
|
21 |
�§�15H7�� |
T13 |
��������15AH7 |
60 |
30 |
|
|
|
|
���� |
������ |
��� |
������ |
�� |
������ |
��
��
�� |
��
ҳ |
��
ҳ |
|
| �� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
