循环轨迹如图1所示,切削参数如图2所示。
程序段格式为:
G76
C(c)R(r)E(e)A(a)X(x)Z(z)I(i)K(k)U(d)V(△dmin)Q(ap1)P(p)F(l)
其中c―螺纹精加工次数,取值范围:1~99;
r―螺纹Z向退尾长度,取值范围:00~99,即设定为0.0P~9.9P。P为螺纹导程;
e―螺纹X向退尾长度,取值范围:00~99;
a―螺纹牙型角,即螺纹车刀刀尖角,取值范围:80°、60°、55°、30°、29°、0°,用二位数字设定。具体值取决于螺纹类型;
i―螺纹两端的半径差,i取0时为直螺纹(圆柱螺纹);
k―螺纹牙型高度(半径值);
d―精加工余量;
△dmin―最小背吃刀量(半径值),即当第n次切削螺纹时,背吃刀量小于此值时,以该值进行切削;
ap1―第一次背吃刀量(半径值);
p―主轴基准脉冲处距离切削起始点的主轴转角;
l―螺纹导程。
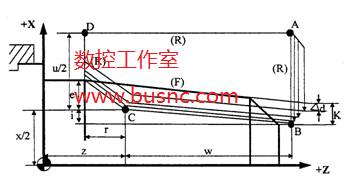
图1
螺纹切削复合循环G76
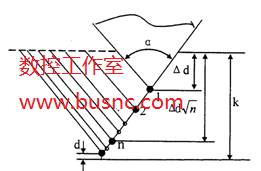
图2
螺纹切削参数
例:车削图3所示工件的M30×3.5螺纹。取精加工次数2次,螺纹退尾长度为7mm,螺纹车刀刀尖角度60°,最小背吃刀量取0.1mm,精加工余量取0.3mm,螺纹牙型高度为2.3mm,第一次背吃刀量取0.6mm,螺纹小径为25.4mm。前端倒角2×45°。
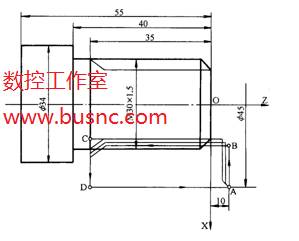
图3
G76指令编程实例
加工程序为:(略)
