�����ػ����ӹ������У����ڼӹ������Ӷ������ر����������ߵ���״��λ��ǧ�������ϲ��ϲ�ͬ��������ͬ�ȶ�����ص�Ӱ�죬�ڶԾ�������ƶ��ӹ�˳��ʱ��Ӧ�ý��о������������Դ���������ֻ������������ʹ���ƶ��ļӹ�˳��������Ӷ��ﵽ�����š�Ч�ʸߺͳɱ��͵�Ŀ�ġ�
���س����ļӹ�˳��һ�㰴������ԭ��ȷ��������������س������ص����Щԭ�������ϸ��������
(1)�ȴֺ�
Ϊ���������Ч�ʲ���֤����ľ��ӹ��������������ӹ�ʱ��Ӧ�Ȱ��Ŵּӹ������ڽ϶̵�ʱ���ڣ������ӹ�ǰ�����ļӹ�����(��ͼ1�е���������ʾ����)ȥ����ͬʱ�������㾫�ӹ�������������Ҫ��
���ּӹ����������Ӧ���Ű��Ż�������еİ뾫�ӹ��;��ӹ������У����Ű뾫�ӹ���Ŀ���ǣ����ּӹ������������ľ��������㲻�˾��ӹ�Ҫ��ʱ����ɰ��Ű뾫�ӹ���Ϊ�����Թ����Ա�ʹ���ӹ�����С�����ȡ�
�ڰ��ſ���һ����൶���еľ��ӹ�����ʱ�����������������Ӧ�����һ�������ӹ����ɡ���ʱ���ӹ����ߵĽ��˵�λ��Ҫ��������������Ҫ�������������а������˺��г�����ͣ�٣�������������ͻȻ�仯����ɵ��Ա��Σ���ʹ�⻬���������ϲ������滮�ˡ���״ͻ����������۵ȴò���
(2)
�Ƚ���Զ�ӹ������ٿ��г�ʱ��
������˵��Զ������ǰ��ӹ���λ����ڶԵ���ľ����С���Եġ���һ������£��ر����ڴּӹ�ʱ��ͨ��������Ե�����IJ�λ�ȼӹ�����Ե���Զ�IJ�λ��ӹ����Ա����̵����ƶ����룬���ٿ��г�ʱ�䡣���ڳ����ӹ����Ƚ���Զ�����ڱ���ë��������Ʒ���ĸ��ԣ�����������������
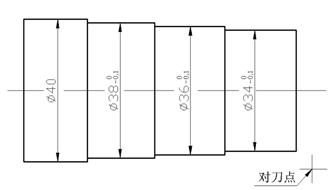
���磬���ӹ�ͼ2��ʾ���ʱ���������38�L����36�L����34�L�Ĵ����ų��������������ӵ��߷��ضԵ�������Ŀ��г�ʱ�䣬���һ�����ʹ̨����ֱ�Ǵ�����ë��(�ɱ�)��������ֱ�������̨���ᣬ����һ�����������(ͼ�����������ȿ�Ϊ3�L����)δ����ʱ���˰���34�L����36�L����38�L�Ĵ����Ƚ���Զ�ذ��ų�����
��3�����⽻��
�Լ����ڱ��棨����ǻ���������������ӹ�����������żӹ�˳��ʱ��Ӧ�Ƚ����������ּӹ��������������澫�ӹ����в��ɽ������һ���ֱ��棨�������ڱ��棩�ӹ���Ϻ��ټӹ��������棨�ڱ��������棩��
|
|
|
|
ͼ1
�ȴֺ�ʾ�� |
ͼ2
�Ƚ���Զʾ�� |
��
��
��
��
��
��
��4����������ԭ��
���������ı���Ӧ���ȼӹ���������Ϊ��λ���ı���Խ��ȷ��װ������ԽС��������������ӹ�ʱ�������ȼӹ����Ŀף��������Ŀ�Ϊ�����ӹ���Բ����Ͷ��档
����ԭ����һ�ɲ���ģ�����ijЩ�������������Ҫ��ȡ���ɱ�ķ��������еĹ����ͱ����Ⱦ��ӹ���ּӹ������ܱ�֤��ӹ���������������Щ�������ڱ����ʵ�ʼӹ�����IJ��ϻ�����ѧϰ��
