ҪшёшВ·ПЯКЗө¶ҫЯФЪХыёцјУ№Ө№ӨРтЦРПа¶ФУЪ№ӨјюөДФЛ¶Ҝ№мјЈЈ¬ЛьІ»ө«°ьАЁБЛ№ӨІҪөДДЪИЭЈ¬¶шЗТТІ·ҙУііц№ӨІҪөДЛіРтЎЈҪшёшВ·ПЯТІКЗұаіМөДТАҫЭЦ®Т»ЎЈ
јУ№ӨВ·ПЯөДИ·¶ЁКЧПИұШРлұЈіЦұ»јУ№ӨБгјюөДіЯҙзҫ«¶ИәНұнГжЦКБҝЈ¬ЖдҙОҝјВЗКэЦөјЖЛгјтөҘЎўЧЯө¶В·ПЯҫЎБҝ¶МЎўР§ВКҪПёЯөИЎЈТтҫ«јУ№ӨөДҪшёшВ·ПЯ»щұҫЙП¶јКЗСШЖдБгјюВЦАӘЛіРтҪшРРөДЈ¬ТтҙЛИ·¶ЁҪшёшВ·ПЯөД№ӨЧчЦШөгКЗИ·¶ЁҙЦјУ№Өј°ҝХРРіМөДҪшёшВ·ПЯЎЈПВГжҪ«ҫЯМе·ЦОцЈә
ЈЁ1Ј©јУ№ӨВ·ПЯУлјУ№ӨУаБҝөД№ШПө
ФЪКэҝШіөҙІ»№ОҙҙпөҪЖХј°К№УГөДМхјюПВЈ¬Т»°гУҰ°СГ«ЕчјюЙП№э¶аөДУаБҝЈ¬МШұрКЗә¬УР¶НЎўЦэУІЖӨІгөДУаБҝ°ІЕЕФЪЖХНЁіөҙІЙПјУ№ӨЎЈИзұШРлУГКэҝШіөҙІјУ№ӨКұЈ¬ФтТӘЧўТвіМРтөДБй»о°ІЕЕЎЈ°ІЕЕТ»Р©ЧУіМРт¶ФУаБҝ№э¶аөДІҝО»ПИЧчТ»¶ЁөДЗРПчјУ№ӨЎЈ
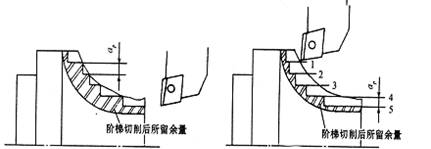
ўЩ¶ФҙуУаБҝГ«ЕчҪшРРҪЧМЭЗРПчКұөДјУ№ӨВ·ПЯ
Нј1ЛщКҫОӘіөПчҙуУаБҝ№ӨјюөДБҪЦЦјУ№ӨВ·ПЯЈ¬Нј(a)КЗҙнОуөДҪЧМЭЗРПчВ·ПЯЈ¬Нј(b)°ҙ1Ўъ5өДЛіРтЗРПчЈ¬ГҝҙОЗРПчЛщБфУаБҝПаөИЈ¬КЗХэИ·өДҪЧМЭЗРПчВ·ПЯЎЈТтОӘФЪН¬СщұііФө¶БҝөДМхјюПВЈ¬°ҙНј(a)·ҪКҪјУ№ӨЛщКЈөДУаБҝ№э¶аЎЈ
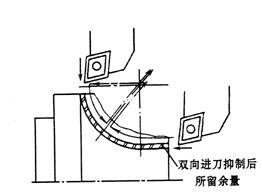
ёщҫЭКэҝШјУ№ӨөДМШөгЈ¬»№ҝЙТФ·ЕЖъіЈУГөДҪЧМЭіөПч·ЁЈ¬ёДУГТАҙОҙУЦбПтәНҫ¶ПтҪшө¶ЎўЛі№ӨјюГ«ЕчВЦАӘЧЯө¶өДВ·ПЯ(ИзНј2ЛщКҫ)
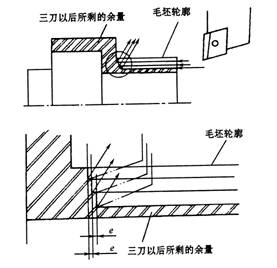
ўЪ·ЦІгЗРПчКұө¶ҫЯөДЦХЦ№О»ЦГ
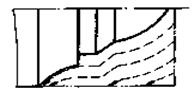
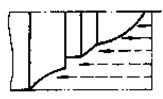
өұДіұнГжөДУаБҝҪП¶аРи·ЦІг¶аҙОЧЯө¶ЗРПчКұЈ¬ҙУөЪ¶юө¶ҝӘКјҫНТӘЧўТв·АЦ№ЧЯө¶өҪЦХөгКұЗРПчЙо¶ИөДГНФцЎЈИзНј3ЛщКҫЈ¬ЙиТФ900ЦчЖ«ҪЗө¶·ЦІгіөПчНвФІЈ¬әПАнөД°ІЕЕУҰКЗГҝТ»ө¶өДЗРПчЦХөгТАҙОМбЗ°Т»РЎ¶ОҫаАлe(АэИзҝЙИЎe=0.05©L)ЎЈИз№ыe=0Ј¬ФтГҝТ»ө¶¶јЦХЦ№ФЪН¬Т»ЦбПтО»ЦГЙПЈ¬ЦчЗРПчИРҫНҝЙДЬКЬөҪЛІКұөДЦШёәәЙіе»чЎЈөұө¶ҫЯөДЦчЖ«ҪЗҙуУЪ900Ј¬ө«ИФИ»ҪУҪь900КұЈ¬ТІТЛЧчіцІгІгөЭНЛөД°ІЕЕЈ¬ҫӯСйұнГчЈ¬Хв¶ФСУіӨҙЦјУ№Өө¶ҫЯөДКЩГьКЗУРАыөДЎЈ
|
 |
|
(a) |
(b) |
|
Нј1
іөПчҙуУаБҝГ«ЕчөДҪЧМЭВ·ПЯ |
|
 |
 |
|
Нј2
Л«ПтҪшө¶ЧЯө¶В·ПЯ |
|
|
Нј3
·ЦІгЗРПчКұө¶ҫЯөДЦХЦ№О»ЦГ |
|
|
|
|
ЈЁ2Ј©ө¶ҫЯөДЗРИлЎўЗРіц
ФЪКэҝШ»ъҙІЙПҪшРРјУ№ӨКұЈ¬ТӘ°ІЕЕәГө¶ҫЯөДЗРИлЎўЗРіцВ·ПЯЈ¬ҫЎБҝК№ө¶ҫЯСШВЦАӘөДЗРПЯ·ҪПтЗРИлЎўЗРіцЎЈ
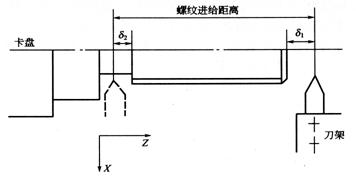
УИЖдКЗіөВЭОЖКұЈ¬ұШРлЙиЦГЙэЛЩ¶ОҰД1әНҪөЛЩ¶ОҰД2ЈЁИзНј4Ј©Ј¬ХвСщҝЙұЬГвТтіөө¶ЙэҪө¶шУ°ПмВЭҫаөДОИ¶ЁЎЈ
ЈЁ3Ј©И·¶ЁЧо¶МөДҝХРРіМВ·ПЯ
И·¶ЁЧо¶МөДЧЯө¶В·ПЯЈ¬іэБЛТАҝҝҙуБҝөДКөјщҫӯСйНвЈ¬»№УҰЙЖУЪ·ЦОцЈ¬ұШТӘКұёЁТФТ»Р©јтөҘјЖЛгЎЈПЦҪ«КөјщЦРөДІҝ·ЦЙијЖ·Ҫ·Ё»тЛјВ·ҪйЙЬИзПВЎЈ
ўЩЗЙУГ¶Фө¶өг
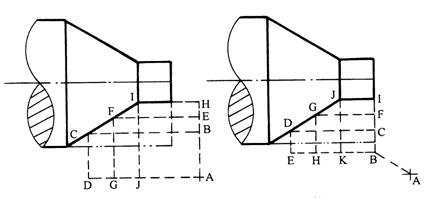
Нј5(a)ОӘІЙУГҫШРОСӯ»··ҪКҪҪшРРҙЦіөөДТ»°гЗйҝцКҫАэЎЈЖдЖрө¶өгAөДЙи¶ЁКЗҝјВЗөҪҫ«іөөИјУ№Ө№эіМЦРРи·ҪұгөШ»»ө¶Ј¬№КЙиЦГФЪАлЕчБПҪПФ¶өДО»ЦГҙҰЈ¬Н¬КұҪ«Жрө¶өгУлЖд¶Фө¶өгЦШәПФЪТ»ЖрЈ¬°ҙИэө¶ҙЦіөөДЧЯө¶В·ПЯ°ІЕЕИзПВЈә
өЪТ»ө¶ОӘ AЎъBЎъCЎъDЎъA
өЪ¶юө¶ОӘ AЎъEЎъFЎъGЎъA
өЪИэө¶ОӘ AЎъHЎъIЎъJЎъA
Нј5(b)ФтКЗЗЙҪ«Жрө¶өгУл¶Фө¶өг·ЦАлЈ¬ІўЙиУЪНјКҫBөгО»ЦГЈ¬ИФ°ҙПаН¬өДЗРПчУГБҝҪшРРИэө¶ҙЦіөЈ¬ЖдЧЯө¶В·ПЯ°ІЕЕИзПВЈәЖрө¶өгУл¶Фө¶өг·ЦАлөДҝХРРіМОӘAЎъB
өЪТ»ө¶ОӘ BЎъCЎъDЎъEЎъB
өЪ¶юө¶ОӘ BЎъFЎъGЎъHЎъB
өЪИэө¶ОӘ BЎъIЎъJЎъKЎъB
ПФИ»Ј¬Нј5(b)ЛщКҫөДЧЯө¶В·ПЯ¶МЎЈ
|
 |
|
|
Нј4
іөВЭОЖКұөДТэИлҫаАләНі¬ФҪҫаАл |
|
|
 |
|
(a) (b) |
|
Нј5
ЗЙУГЖрө¶өг |
|
(a)
Жрө¶өг¶Фө¶өгЦШәП
(b) Жрө¶өг¶Фө¶өг·ЦАл |
ўЪЗЙЙи»»ө¶өг
ОӘБЛҝјВЗ»»ЈЁЧӘЈ©ө¶өД·ҪұгәН°ІИ«Ј¬УРКұҪ«»»ЈЁЧӘЈ©ө¶өгТІЙиЦГФЪАлЕчјюҪПФ¶өДО»ЦГҙҰЈЁИзНј5ЦРAөгЈ©Ј¬ДЗГҙЈ¬өұ»»өЪ¶ю°Сө¶әуЈ¬ҪшРРҫ«іөКұөДҝХРРіМВ·ПЯұШИ»ТІҪПіӨЈ»Из№ыҪ«өЪ¶ю°Сө¶өД»»ө¶өгТІЙиЦГФЪНј5(b)ЦРөДBөгО»ЦГЙПЈ¬ФтҝЙЛх¶МҝХРРіМҫаАлЎЈ
ўЫәПАн°ІЕЕЎ°»ШБгЎұВ·ПЯ
ФЪКЦ№ӨұаЦЖҪПёҙФУВЦАӘөДјУ№ӨіМРтКұЈ¬ОӘК№ЖдјЖЛг№эіМҫЎБҝјт»ҜЈ¬јИІ»ТЧіцҙнЈ¬УЦұгУЪРЈәЛЈ¬ұаіМХЯЈЁМШұрКЗіхС§ХЯЈ©УРКұҪ«ГҝТ»ө¶јУ№ӨНкәуөДө¶ҫЯЦХөгНЁ№эЦҙРРЎ°»ШБгЎұЈЁјҙ·ө»Ш¶Фө¶өгЈ©ЦёБоЈ¬К№ЖдИ«¶ј·ө»ШөҪ¶Фө¶өгО»ЦГЈ¬И»әуФЩҪшРРәуРшіМРтЎЈХвСщ»бФцјУЧЯө¶В·ПЯөДҫаАлЈ¬ҙУ¶шҙуҙуҪөөНЙъІъР§ВКЎЈТтҙЛЈ¬ФЪәПАн°ІЕЕЎ°»ШБгЎұВ·ПЯКұЈ¬УҰК№ЖдЗ°Т»ө¶ЦХөгУләуТ»ө¶ЖрөгјдөДҫаАлҫЎБҝјх¶МЈ¬»тХЯОӘБгЈ¬јҙҝЙВъЧгЧЯө¶В·ПЯОӘЧо¶МөДТӘЗуЎЈ
ЈЁ4Ј©И·¶ЁЧо¶МөДЗРПчҪшёшВ·ПЯ
ЗРПчҪшёшВ·ПЯ¶МЈ¬ҝЙУРР§өШМбёЯЙъІъР§ВКЈ¬ҪөөНө¶ҫЯЛрәДөИЎЈФЪ°ІЕЕҙЦјУ№Ө»т°лҫ«јУ№ӨөДЗРПчҪшёшВ·ПЯКұЈ¬УҰН¬Кұјж№ЛөҪұ»јУ№ӨБгјюөДёХРФј°јУ№ӨөД№ӨТХРФөИТӘЗуЈ¬І»ТӘ№ЛҙЛК§ұЛЎЈ
Нј6ОӘҙЦіө№ӨјюКұјёЦЦІ»Н¬ЗРПчҪшёшВ·ПЯөД°ІЕЕКҫАэЎЈЖдЦРЈ¬Нј6(a)ұнКҫАыУГКэҝШПөНіҫЯУРөД·вұХКҪёҙәПСӯ»·№ҰДЬ¶шҝШЦЖіөө¶СШЧЕ№ӨјюВЦАӘҪшРРЧЯө¶өДВ·ПЯЈ»Нј6(b)ОӘАыУГЖдіМРтСӯ»·№ҰДЬ°ІЕЕөДЎ°ИэҪЗРОЎұЧЯө¶В·ПЯЈ»Нј6(c)ОӘАыУГЖдҫШРОСӯ»·№ҰДЬ¶ш°ІЕЕөДЎ°ҫШРОЎұЧЯө¶В·ПЯЎЈ
¶ФТФЙПИэЦЦЗРПчҪшёшВ·ПЯЈ¬ҫӯ·ЦОцәНЕР¶ПәуҝЙЦӘҫШРОСӯ»·ҪшёшВ·ПЯөДЧЯө¶іӨ¶ИЧЬәНОӘЧо¶МЎЈТтҙЛЈ¬ФЪН¬өИМхјюПВЈ¬ЖдЗРПчЛщРиКұјдЈЁІ»ә¬ҝХРРіМЈ©ОӘЧо¶МЈ¬ө¶ҫЯөДЛрәДРЎЎЈБнНвЈ¬ҫШРОСӯ»·јУ№ӨөДіМРт¶ОёсКҪҪПјтөҘЈ¬ЛщТФХвЦЦҪшёшВ·ПЯөД°ІЕЕЈ¬ФЪЦЖ¶ЁјУ№Ө·Ҫ°ёКұУҰУГҪП¶аЎЈ
|
 |
|
(a) |
|
 |
 |
|
(b) |
(c) |
|
Нј6
ЧЯө¶В·ПЯКҫАэ |
|
(a)СШ№ӨјюВЦАӘЧЯө¶
(b)Ў°ИэҪЗРОЎұЧЯө¶
(c)Ў°ҫШРОЎұЧЯө¶ |
