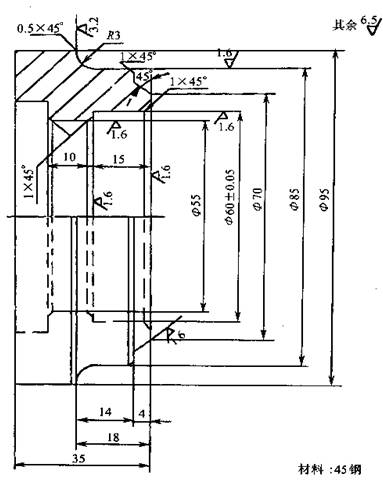
��ͼ1��ʾ����Բ�̹���������Ϊ45�֣����������س������ա�
1�����ͼ���շ���
��ͼ1��ʾ��������������ڵ��͵��������������Ϊ45�֣���ѡ��Բ��Ϊë����Ϊ��֤�ڽ������ؼӹ�ʱ�����ܿɿ��Ķ�λ���������ؼӹ�ǰ�������桢��95�L��Բ�ӹ���ͬʱ����55�L�ڿ��ꦵ53�L�ס�
2��ѡ���豸
���ݱ��ӹ���������κͲ��ϵ�������ѡ��Vturn-20�����س�����
3��ȷ������Ķ�λ����װ�з�ʽ
��1�����
���Ѽӹ����Ħ�95�L��Բ�������Ϊ���ջ���
��2��װ�з���
������צ�Զ��Ŀ����Զ��ļн���
4���ƶ��ӹ�����
����ͼ��Ҫ��ë����ǰ������ӹ������ȷ�����շ������ӹ�·�ߡ�
����˳��
��1���ֳ���Բ������
��2���ֳ��ڿ�
��3������������������
��4�������ڿ�
|
 ͼ1
����Բ�� ͼ1
����Բ��
|
5������ѡ��λ��
ѡ����λ����ͼ2��

����ѡ���ĵ��߲��������1����Բ�����ؼӹ����߿�Ƭ�С�
��1
����Բ�����ؼӹ����߿�Ƭ
|
��Ʒ���ƻ���� |
������ |
������� |
����Բ�� |
���ͼ�� |
������ |
|
��� |
���ߺ� |
���߹������ |
���� |
�ӹ����� |
��ע |
|
1 |
T01 |
Ӳ�ʺϽ���Բ���� |
1 |
�ֳ����桢��Բ |
|
|
2 |
T04 |
Ӳ�ʺϽ��ڿ׳��� |
1 |
�ֳ��ڿ� |
|
|
3 |
T07 |
Ӳ�ʺϽ���Բ���� |
1 |
�������桢������ |
|
|
4 |
T08 |
Ӳ�ʺϽ��ڿ׳��� |
1 |
�����ڿ� |
|
|
���� |
������ |
��� |
������ |
�� |
������ |
�� ҳ |
�� ҳ |
6��ȷ�������������ԣ�
7�����ؼӹ����տ�Ƭ�ⶩ
�Թ����Ҷ���Ϊ����ԭ�㣬�����㶨ΪX200��Z200�����ؼӹ����տ�Ƭ����2��
��2 ����Բ�̵����ؼӹ����տ�Ƭ
|
����� |
������ |
��Ʒ���ƻ���� |
������� |
���ͼ�� |
|
������ |
����Բ�� |
������ |
|
����� |
������ |
����� |
ʹ���豸 |
���� |
|
001 |
������ |
��צ���� |
Vturn-20���س��� |
�������� |
|
������ |
�������� |
���ߺ� |
�������
/ mm |
����ת��
/r.min |
�����ٶ�
/mm.min |
���Ե���
/ mm |
��ע |
|
1 |
�ֳ����� |
T01 |
20��20 |
400 |
80 |
|
|
|
2 |
�ֳ���Բ |
T01 |
20��20 |
400 |
80 |
|
|
|
3 |
�ֳ��ڿ� |
T04 |
��20 |
400 |
60 |
|
|
|
4 |
���������������� |
T07 |
20��20 |
1100 |
110 |
|
|
|
5 |
�����ڿ� |
T08 |
��32 |
1000 |
100 |
|
|
|
���� |
������ |
��� |
������ |
�� |
������ |
�� ��
�� |
�� ҳ |
�� ҳ |
