一个简单固定循环程序段可以完成“切入-切削-退刀-返回”这四种常见的加工顺序动作。
内(外)径切削循环G80
(1) 圆柱面内(外)径切削循环
图1(a)所示是使用G80指令车削圆柱面时的进给轨迹,R表示快速运动,F表示进给运动,U、W表示增量值。
程序段格式为:
G80 X Z F
(2) 圆锥面内(外)径切削循环
图1(b)所示是使用G80指令车削圆锥表面时的进给轨迹。
程序段格式为
G80 X Z I F
其中,I值为切削起点B与切削终点C的X坐标值之差(半径值)。其符号为差的符号(无论是绝对值编程还是增量值编程),图示的I值为负值。
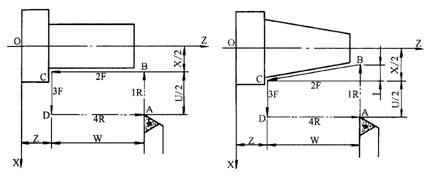
(a) (b)
图1
内外径车削循环
如图2所示,用G80指令编程,毛坯直径ф34,工件直径ф24,分三次车削。用绝对值编程。
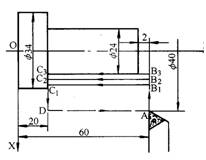
图2
G80指令编程实例
加工程序如下:
O080
N05 M03 S400
N10 G90 G92 X60 Z80
N15 G00 X40 Z60
N20 G80 X30 Z20
N30 G80 X27 Z20
N40 G80 X24 Z20
N50 G00 X60 Z80
N60 M02
