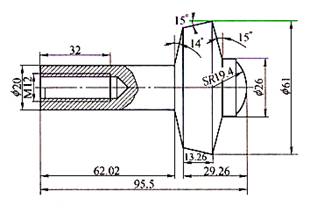
零件如图所示。材料:45#钢,毛坯尺寸ф66×100(mm),零件的径向尺寸公差±0.01mm,角度公差±0.1`,生产批量40件。
1.图纸分析
(1)加工内容:零件加工包括车端面、外圆、倒角、锥面、圆弧、螺纹等。
(2)工件坐标系:该零件在加工中需要二次掉头装夹加工,从图纸上进行尺寸标注分析,应设置两个工件坐标系,两个工件坐标系的工件原点均应选定在零件装夹后的右端面(精加工面)。
2.工艺处理
(1)装夹定位方式
此工件必须分两次装夹完成加工。
(2)换刀点
换刀点选定为(200.0;220.0)。
(3)公差处理
取尺寸公差中值。
(4)工步和走刀路线
按加工内容确定走刀路线如下:
工序1:
用三爪卡盘夹紧工件左端,加工ф64×38圆柱面。
2)工序2:调头用三爪卡盘夹紧ф64×38圆柱面,在工件左端面打中心孔。
3)工序3:
用三爪卡盘夹紧工件ф64一端,另一端用顶尖顶紧,加工ф24×62圆柱面。
4)工序4:
①钻螺纹底孔;②精车加工ф20×62圆柱面、加工14°锥面、加工螺纹端平面;③攻螺纹。
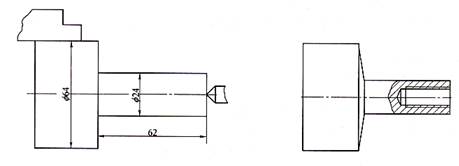
工序3的加工内容
工序4的加工内容
5)工序5:
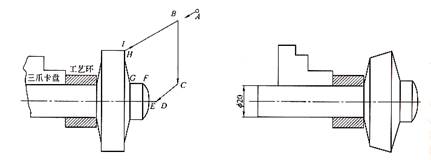
加工SR19.4圆弧面、ф26圆柱面、15°锥面、15°倒锥面、装夹方式如下图所示。
工序5的加工过程:
①
先用循环指令分若干次一层层加工,逐渐切削至由E→F→G→H→I等基点组成的回转面。最后两次循环的走刀路线均与B→C→D→→E→F→G→H→I→B相似。使用G71指令完成粗加工,使用G70指令完成精加工(指FANUC数控系统);走刀路线为B→C→D→→E→F→G→H→I→B。
②
应用固定循环指令加工出最后一个15°的倒锥面,如图所示。
工序5的加工内容
工序5的其它加工内容
