ЕфаЭжсРрСуМўШчЭМ1ЫљЪОЃЌСуМўВФСЯЮЊ45ИжЃЌЮоШШДІРэКЭгВЖШвЊЧѓЃЌЪдЖдИУСуМўНјааЪ§ПиГЕЯїЙЄвеЗжЮіЁЃ
ЁЁ
ЁЁ
ЁЁ
ЁЁ
ЁЁ
|
 |
|
ЭМ1
ЕфаЭжсРрСуМў |
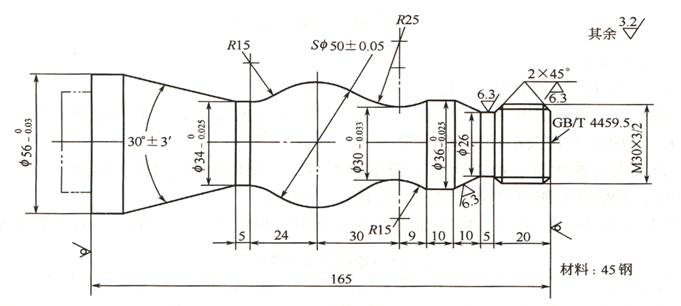
ЃЈ1ЃЉСуМўЭМЙЄвеЗжЮі
ИУСуМўБэУцгЩдВжљЁЂдВзЖЁЂЫГдВЛЁЁЂФцдВЛЁМАТнЮЦЕШБэУцзщГЩЁЃЦфжаЖрИіжБОЖГпДчгаНЯбЯЕФГпДчОЋЖШКЭБэУцДжВкЖШЕШвЊЧѓЃЛЧђУцSІе50ЉLЕФГпДчЙЋВюЛЙМцгаПижЦИУЧђУцаЮзДЃЈЯпТжРЊЃЉЮѓВюЕФзїгУЁЃГпДчБъзЂЭъећЃЌТжРЊУшЪіЧхГўЁЃСуМўВФСЯЮЊ45ИжЃЌЮоШШДІРэКЭгВЖШвЊЧѓЁЃ
ЭЈЙ§ЩЯЪіЗжЮіЃЌПЩВЩгУвдЯТМИЕуЙЄвеДыЪЉЁЃ
ЂйЖдЭМбљЩЯИјЖЈЕФМИИіОЋЖШвЊЧѓНЯИпЕФГпДчЃЌвђЦфЙЋВюЪ§жЕНЯаЁЃЌЙЪБрГЬЪБВЛБиШЁЦНОљжЕЃЌЖјШЋВПШЁЦфЛљБОГпДчМДПЩЁЃ
ЂкдкТжРЊЧњЯпЩЯЃЌгаШ§ДІЮЊдВЛЁЃЌЦфжаСНДІЮЊМШЙ§ЯѓЯогжИФБфНјИјЗНЯђЕФТжРЊЧњЯпЃЌвђДЫдкМгЙЄЪБгІНјааЛњаЕМфЯЖВЙГЅЃЌвдБЃжЄТжРЊЧњЯпЕФзМШЗадЁЃ
ЂлЮЊБугкзАМаЃЌХїМўзѓЖЫгІдЄЯШГЕГіМаГжВПЗжЃЈЫЋЕуЛЯпВПЗжЃЉЃЌгвЖЫУцвВгІЯШДжГЕГіВЂзъКУжааФПзЁЃУЋХїбЁІе60ЉLАєСЯЁЃ
ЃЈ2ЃЉбЁдёЩшБИ
ИљОнБЛМгЙЄСуМўЕФЭтаЮКЭВФСЯЕШЬѕМўЃЌбЁгУTND360Ъ§ПиГЕДВЁЃ
ЃЈ3ЃЉШЗЖЈСуМўЕФЖЈЮЛЛљзМКЭзАМаЗНЪН
ЂйЖЈЮЛЛљзМ
ШЗЖЈХїСЯжсЯпКЭзѓЖЫДѓЖЫУцЃЈЩшМЦЛљзМЃЉЮЊЖЈЮЛЛљзМЁЃ
ЂкзАМаЗНЗЈ
зѓЖЫВЩгУШ§зІздЖЈаФПЈХЬЖЈаФМаНєЃЌгвЖЫВЩгУЛюЖЏЖЅМтжЇГаЕФзАМаЗНЪНЁЃ
ЃЈ4ЃЉШЗЖЈМгЙЄЫГађМАНјИјТЗЯп
МгЙЄЫГађАДгЩДжЕНОЋЁЂгЩНќЕНдЖЃЈгЩгвЕНзѓЃЉЕФддђШЗЖЈЁЃМДЯШДггвЕНзѓНјааДжГЕЃЈСє0.25ЉLОЋГЕгрСПЃЉЃЌШЛКѓДггвЕНзѓНјааОЋГЕЃЌзюКѓГЕЯїТнЮЦЁЃ
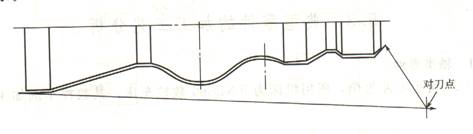
TND360Ъ§ПиГЕДВОпгаДжГЕбЛЗКЭГЕТнЮЦбЛЗЙІФмЃЌжЛвЊе§ШЗЪЙгУБрГЬжИСюЃЌЛњДВЪ§ПиЯЕЭГОЭЛсздЖЏШЗЖЈЦфНјИјТЗЯпЃЌвђДЫЃЌИУСуМўЕФДжГЕбЛЗКЭГЕТнЮЦбЛЗВЛашвЊШЫЮЊШЗЖЈЦфНјИјТЗЯпЃЈЕЋОЋГЕЕФНјИјТЗЯпашвЊШЫЮЊШЗЖЈЃЉЁЃИУСуМўДггвЕНзѓбиСуМўБэУцТжРЊОЋГЕНјИјЃЌШчЭМ2ЫљЪОЁЃ
|
 |
|
ЭМ2 ОЋГЕТжРЊНјИјТЗЯп |
ЃЈ5ЃЉЕЖОпбЁдё
ЂйбЁгУІе5ЉLжааФзъзъЯїжааФПзЁЃ
ЂкДжГЕМАЦНЖЫУцбЁгУ900гВжЪКЯН№гвЦЋЕЖЃЌЮЊЗРжЙИБКѓЕЖУцгыЙЄМўТжРЊИЩЩцЃЈПЩгУзїЭМЗЈМьбщЃЉЃЌИБЦЋНЧВЛвЫЬЋаЁЃЌбЁІЪ =35
0ЁЃ
=35
0ЁЃ
ЂлОЋГЕбЁгУ900гВжЪКЯН№гвЦЋЕЖЃЌГЕТнЮЦбЁгУгВжЪКЯН№600ЭтТнЮЦГЕЕЖЃЌЕЖМтдВЛЁАыОЖгІаЁгкТжРЊзюаЁдВНЧАыОЖЃЌШЁrІХ=0.15ЁЋ0.2ЉLЁЃ
НЋЫљбЁЖЈЕФЕЖОпВЮЪ§ЬюШыЪ§ПиМгЙЄЕЖОпПЈЦЌжаЃЈМћБэ1ЃЉЃЌвдБуБрГЬКЭВйзїЙмРэЁЃ
Бэ1 Ъ§ПиМгЙЄЕЖОпПЈЦЌ
|
ВњЦЗУћГЦЛђДњКХ |
ЁСЁСЁС |
СуМўУћГЦ |
ЕфаЭжс |
СуМўЭМКХ |
ЁСЁСЁС |
|
ађКХ |
ЕЖОпКХ |
ЕЖОпЙцИёУћГЦ |
Ъ§СП |
МгЙЄБэУц |
БИзЂ |
|
1 |
T01 |
Іе5жааФзъ |
1 |
зъІе5 mmжааФПз |
|
|
2 |
T02 |
гВжЪКЯН№900ЭтдВГЕЕЖ |
1 |
ГЕЖЫУцМАДжГЕТжРЊ |
гвЦЋЕЖ |
|
2 |
T03 |
гВжЪКЯН№900ЭтдВГЕЕЖ |
1 |
ОЋГЕТжРЊ |
гвЦЋЕЖ |
|
3 |
T04 |
гВжЪКЯН№600ЭтТнЮЦГЕЕЖ |
1 |
ГЕТнЮЦ |
|
|
БржЦ |
ЁСЁСЁС |
ЩѓКЫ |
ЁСЁСЁС |
ХњзМ |
ЁСЁСЁС |
ЙВ
вГ |
Ек
вГ |
| ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЃЈ6ЃЉЧаЯїгУСПбЁдё
ЂйБГГдЕЖСПЕФбЁдё
ТжРЊДжГЕбЛЗЪБбЁap=3
ЉLЃЌОЋГЕap=0.25ЉLЃЛТнЮЦДжГЕЪБбЁap=
0.4
ЉLЃЌж№ЕЖМѕЩйЃЌОЋГЕap=0.1ЉLЁЃ
ЂкжїжсзЊЫйЕФбЁдё
ГЕжБЯпКЭдВЛЁЪБЃЌВщБэ2бЁДжГЕЧаЯїЫйЖШvc=90m/minЁЂОЋГЕЧаЯїЫйЖШvc=120m/minЃЌШЛКѓРћгУЙЋЪНvc=Іаdn/1000МЦЫужїжсзЊЫйnЃЈДжГЕжБОЖD=60
ЉLЃЌОЋГЕЙЄМўжБОЖШЁЦНОљжЕЃЉЃКДжГЕ500r/minЁЂОЋГЕ1200
r/minЁЃГЕТнЮЦЪБЃЌВЮееЪНЃЈ5-1ЃЉМЦЫужїжсзЊЫйn
=320 r/min.
ЂлНјИјЫйЖШЕФбЁдё
ВщБэбЁдёДжГЕЁЂОЋГЕУПзЊНјИјСПЃЌдйИљОнМгЙЄЕФЪЕМЪЧщПіШЗЖЈДжГЕУПзЊНјИјСПЮЊ0.4ЉL/rЃЌОЋГЕУПзЊНјИјСПЮЊ0.15ЉL/rЃЌзюКѓИљОнЙЋЪНvf
= nfМЦЫуДжГЕЁЂОЋГЕНјИјЫйЖШЗжБ№ЮЊ200
ЉL
/minКЭ180
ЉL/minЁЃ
злКЯЧАУцЗжЮіЕФИїЯюФкШнЃЌВЂНЋЦфЬюШыБэ2ЫљЪОЕФЪ§ПиМгЙЄЙЄвеПЈЦЌЁЃДЫБэЪЧБржЦМгЙЄГЬађЕФжївЊвРОнКЭВйзїШЫдБХфКЯЪ§ПиГЬађНјааЪ§ПиМгЙЄЕФжИЕМадЮФМўЁЃжївЊФкШнАќРЈЃКЙЄВНЫГађЁЂЙЄВНФкШнЁЂИїЙЄВНЫљгУЕФЕЖОпМАЧаЯїгУСПЕШЁЃ
Бэ2
ЕфаЭжсРрСуМўЪ§ПиМгЙЄЙЄвеПЈЦЌ
|
ЕЅЮЛУћГЦ |
ЁСЁСЁС |
ВњЦЗУћГЦЛђДњКХ |
СуМўУћГЦ |
СуМўЭМКХ |
|
ЁСЁСЁС |
ЕфаЭжс |
ЁСЁСЁС |
|
ЙЄађКХ |
ГЬађБрКХ |
МаОпУћГЦ |
ЪЙгУЩшБИ |
ГЕМф |
|
001 |
ЁСЁСЁС |
Ш§зІПЈХЬКЭЛюЖЏЖЅМт |
TND360Ъ§ПиГЕДВ |
Ъ§ПижааФ |
|
ЙЄВНКХ |
ЙЄВНФкШн |
ЕЖОпКХ |
ЕЖОпЙцИё
/
mm |
жїжсзЊЫй
/r.minЃ1
|
НјИјЫйЖШ
/mm. minЃ1 |
БГГдЕЖСП
/
mm |
БИзЂ |
|
1 |
ЦНЖЫУц |
T02 |
25ЁС25 |
500 |
|
|
ЪжЖЏ |
|
2 |
зъжааФПз |
T01 |
Іе5 |
950 |
|
|
ЪжЖЏ |
|
3 |
ДжГЕТжРЊ |
T02 |
25ЁС25 |
500 |
200 |
3 |
здЖЏ |
|
4 |
ОЋГЕТжРЊ |
T03 |
25ЁС25 |
1200 |
180 |
0.25 |
здЖЏ |
|
5 |
ДжГЕТнЮЦ |
T04 |
25ЁС25 |
320 |
960 |
0.4 |
здЖЏ |
|
6 |
ОЋГЕТнЮЦ |
T04 |
25ЁС25 |
320 |
960 |
0.1 |
здЖЏ |
|
БржЦ |
ЁСЁСЁС |
ЩѓКЫ |
ЁСЁСЁС |
ХњзМ |
ЁСЁСЁС |
Фъ
дТ
Ше |
ЙВ
вГ |
Ек
вГ |
| ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
ЁЁ |
