确定最短的走刀路线,除了依靠大量的实践经验外,还应善于分析,必要时辅以一些简单计算。现将实践中的部分设计方法或思路介绍如下。
①巧用对刀点
图1(a)为采用矩形循环方式进行粗车的一般情况示例。其起刀点A的设定是考虑到精车等加工过程中需方便地换刀,故设置在离坯料较远的位置处,同时将起刀点与其对刀点重合在一起,按三刀粗车的走刀路线安排如下:
第一刀为 A→B→C→D→A
第二刀为 A→E→F→G→A
第三刀为 A→H→I→J→A
图1(b)则是巧将起刀点与对刀点分离,并设于图示B点位置,仍按相同的切削用量进行三刀粗车,其走刀路线安排如下:起刀点与对刀点分离的空行程为A→B
第一刀为 B→C→D→E→B
第二刀为 B→F→G→H→B
第三刀为 B→I→J→K→B
显然,图1(b)所示的走刀路线短。
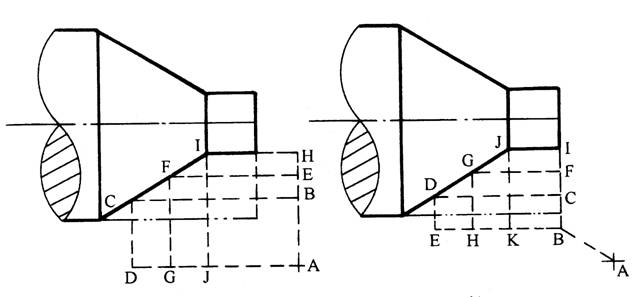
(a) 起刀点对刀点重合
(b)
起刀点对刀点分离
图1 巧用起刀点
②巧设换刀点
为了考虑换(转)刀的方便和安全,有时将换(转)刀点也设置在离坯件较远的位置处(如图1中A点),那么,当换第二把刀后,进行精车时的空行程路线必然也较长;如果将第二把刀的换刀点也设置在图1(b)中的B点位置上,则可缩短空行程距离。
③合理安排“回零”路线
在手工编制较复杂轮廓的加工程序时,为使其计算过程尽量简化,既不易出错,又便于校核,编程者(特别是初学者)有时将每一刀加工完后的刀具终点通过执行“回零”(即返回对刀点)指令,使其全都返回到对刀点位置,然后再进行后续程序。这样会增加走刀路线的距离,从而大大降低生产效率。因此,在合理安排“回零”路线时,应使其前一刀终点与后一刀起点间的距离尽量减短,或者为零,即可满足走刀路线为最短的要求。
