�����س�����δ�ﵽ�ռ�ʹ�õ������£�һ��Ӧ��ë�����Ϲ�����������ر��Ǻ��ж͡���ӲƤ���������������ͨ�����ϼӹ�������������س����ӹ�ʱ����Ҫע���������š�����һЩ�ӳ������������IJ�λ����һ���������ӹ���
���Դ�����ë�����н�������ʱ�ļӹ�·��
ͼ1��ʾΪ�������������������ּӹ�·�ߣ�ͼ(a)�Ǵ���Ľ�������·�ߣ�ͼ(b)��1��5��˳��������ÿ����������������ȣ�����ȷ�Ľ�������·�ߡ���Ϊ��ͬ�����Ե����������£���ͼ(a)��ʽ�ӹ���ʣ���������ࡣ
�������ؼӹ����ص㣬�����Է������õĽ��ݳ��������������δ�����;��������˳����ë�������ߵ���·��(��ͼ2��ʾ)
���ֲ�����ʱ���ߵ���ֹλ��
��ij����������϶���ֲ����ߵ�����ʱ���ӵڶ�����ʼ��Ҫע���ֹ�ߵ����յ�ʱ������ȵ���������ͼ3��ʾ������900��ƫ�ǵ��ֲ㳵����Բ�������İ���Ӧ��ÿһ���������յ�������ǰһС�ξ���e(�����ȡe=0.05�L)�����e=0����ÿһ������ֹ��ͬһ����λ���ϣ��������оͿ����ܵ�˲ʱ���ظ��ɳ���������ߵ���ƫ�Ǵ���900������Ȼ�ӽ�900ʱ��Ҳ�����������˵İ��ţ��������������ӳ��ּӹ����ߵ������������ġ�
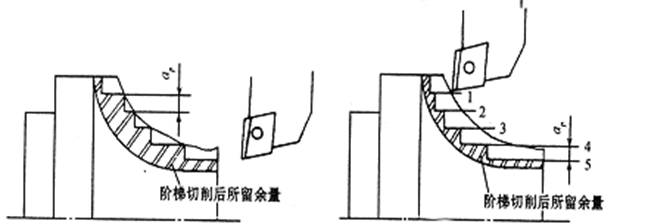 (a)
(b)
(a)
(b)
ͼ1
����������ë���Ľ���·��

ͼ2
˫������ߵ�·��
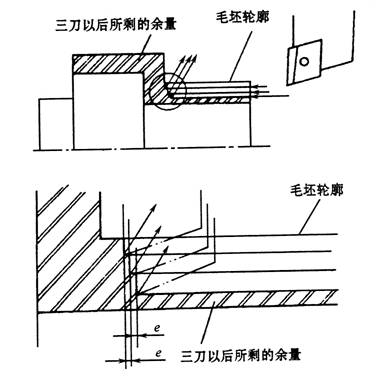
ͼ3
�ֲ�����ʱ���ߵ���ֹλ��
