Ъ§ПиГЕДВБрГЬЪЕР§ЃЌЙЄвеЗжЮіМАЪ§ПиГЬађБржЦ
Р§1
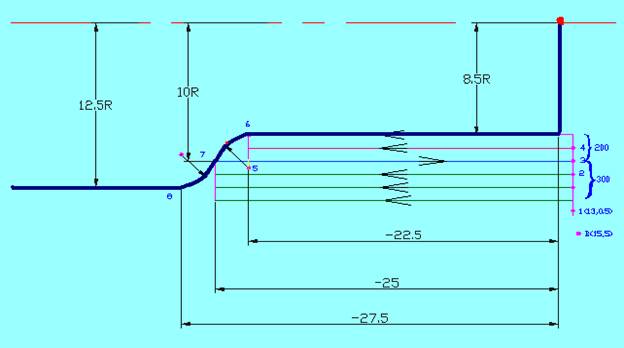
ЪдБржЦМгЙЄЭМ1ЪОСуМўЕФСуМўГЬађ
УЋХїжБОЖЮЊ25mmЃЌГЄЖШЮЊ50mm.
НтЃК1ЁЂИљОнСуМўЭМЃЌбЁгУCNCГЕДВМгЙЄЃЌгУШ§зІПЈХЬМаНєЙЄМў
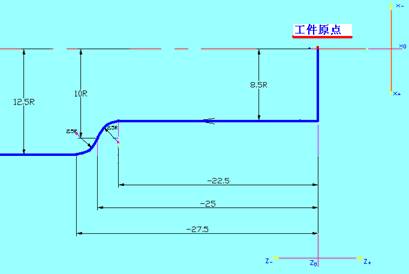
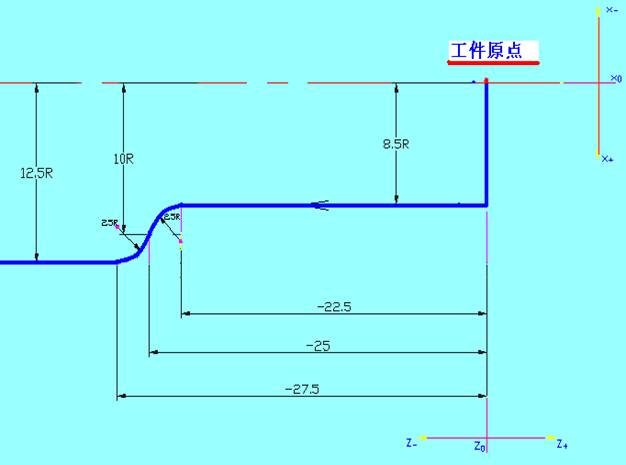
2ЁЂЯШМгЙЄR8.5ЃЌГЄ22.5ЕФЭтдВЃЌЗжДжЃЌОЋМгЙЄШ§ДЮЃЌ
дйМгЙЄR2.5ФцдВЛЁЃЌ
зюКѓМгЙЄR2.5ЫГдВЛЁ
3ЁЂГЬађдЕу
бЁЮЊBЕуЃЌ
зјБъЮЊ(X15ЃЌZ5)
4ЁЂЕЖОп
ЭтдВГЕЕЖЃЈзѓЦЋЕЖЃЉ
ЧаЯїгУСПЃКS800
-- ДжМгЙЄ
S1000 ЈC
ОЋМгЙЄЁЂдВЛЁМгЙЄ
F1000 --
ПьЫйЖЈЮЛдЫЖЏ
F80 --
жБЯпЧаЯїМгЙЄ
F40 --
дВЛЁМгЙЄ
5ЁЂГЬађЧхЕЅШчЯТ
N1 G71 ; mmЮЊЕЅЮЛ
N2 G90 ;ОјЖдЗНЪНБрГЬЃЌ
N3 G50 X15 Z5
ЃЛМгЙЄЦ№ЕуЃЌОрБрГЬдЕуОрРы
N4 G00 X13 Z0.5
F1000 T1 S800ЃЛПьЫйНгНќЙЄМў
N5 G73
D0 3
ЃЛДжМгЙЄ, бЛЗ3ДЮ
N6
G91
ЃЛИФгУЯрЖдБрГЬ
N7 G00
X-1 Z0 F1000 T1 S800ЃЛ
N8 G01
X0 Z-25.5 F80 T1 S800ЃЛ
N9 G00
X0 Z25.5 F1000
ЃЛдТЗЭЫЛи
N10
G06;бЛЗНсЪј
N11 G73 D0 2 ;ОЋМгЙЄЃЌбЛЗСНДЮ
N12 G00 X-1 Z0 S1000ЃЛГдЕЖ1mm
N13 G01 X0 Z-23 F80
ЃЛ
N14 G00 X0.5 Z0
ЃЛБмПЊЙЄМў
N15 G00 X0 Z23
ЃЛЭЫЛи
N16 G06
ЃЛ
N17 G90
ЃЛ
N18 G00 X8.6 Z-22.4
ЃЛПьЕуЖЈЮЛ
N19 G01 X8.5 Z-22.5
F100ЃЛППНќМгЙЄЕу
N20 G03 X10 Z-25
R2.5 CCW F40ЃЛФцдВМгЙЄ
N21 G02 X12.5 Z-27.5
R2.5 CW F40 ;ЫГдВМгЙЄ
N22 G00 X15 Z0
ЃЛЭЫЕЖ
N23 G00 X15 Z5
ЃЛЭЫЛиГЬађдЕу
N24 M05 ;жїжсЭЃжЙ
N25 M02 ;ГЬађНсЪј