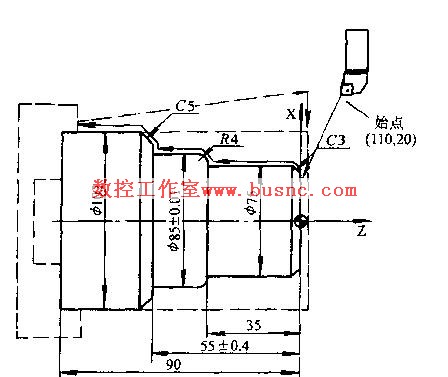
图1 短轴数控程序的编写
对L/D<4的轴类零件,可以采用液压卡盘装夹一端来进行车削加工。如图1所示为要车削的短轴零件,编程原点设置在右端面,采用两次车削,精车余量单边为0.2mm,其数控程序编写如下:
00005
N0G50x110.0Z20.0; /*设置工件原点在右端面(相当于G92)
N2G30UOW0; /*直接回第二参考点
N4G50S1500T0101M08;
/*限制最高主轴转速为1500r/min,调01号刀具
N6G96S200M03z /*设定恒切削速度为200mm/min
N8G00x63.4Z3.0; /*快速走到外圆粗车始点(63.4,3.0)
N10G01x75.4z-2.86FO.3; /以进给率0.3mm/r粗车倒角
N12z-34.8; /*粗车第一段外圆面
N14x77.0; /*粗车R4mm处台阶端面
N16G03x85.4z-39.OR4.2; /*粗车R4n加圆角
N18z-54.8; /*粗车第二段外圆面
N19x92.28; /*粗车C5处台阶端面
N20x102.2Z-59.72; /*粗车C5倒角
N22Z-70.O; /*粗车第三段外圆面
N24G00x104.0 z0.2; /*外圆面
N26G00X76.0; /*快速走到点(76.0,0.2)
N28x-1.6; /*粗车右端面
N30G00z2.0; /快速走到点(o,2.o)
N32G30U0W0; /返回第二参考点以进行换刀
N34G50 s1500T0202;
/限制最高主轴转速为1500r/min,调02号刀具
N36G96S250; /设定恒切削速度为250m/min
N38G00x80.0z3.0; /刀具快速走到精车始点(80.0,3.0)
N40x69.0;
N42G42G01X67.0z1.0; /调刀尖半径补偿,右偏
N44x75.0z-3.0
N46Z―35.0; /精车第一段外圆面
N48x77.O; /精车R4mm处台阶端面
N50G03x85.O z-39.OR4.0; /精车R4mm圆角
N52z-55.0; /精车第二段外圆面
N54X92.0; /精车C5处台阶端面
N56x102.0z-60.O; ・ /精车C5倒角
N58z-70.0;
N60G40G00x103.0z3.0;
N62x77.0; ,
N64G4l G01x71.Oz0.0;
N66X-1.6;
N70G40G00z3.O M09;
/取消刀补,走到点(-1.6,152.0)
N26G30U0w0M05; /返回第二参考点
N27M30; /程序结束
