指令格式:G76X(U)一Z(W)一I―K―D―F―A―
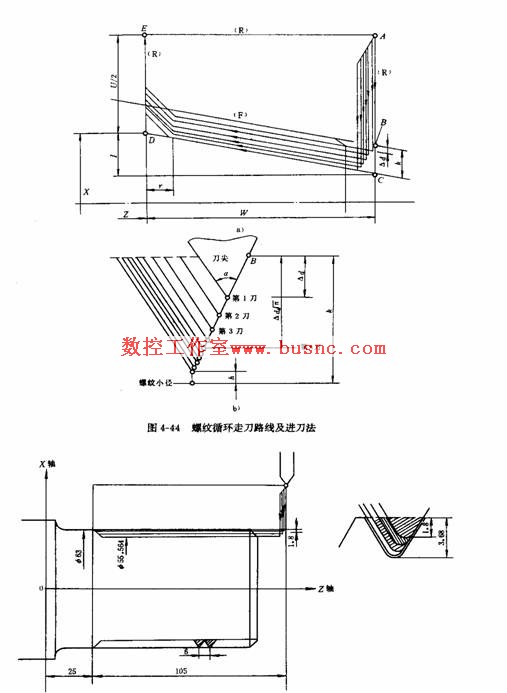
图4―44所示为螺纹走刀路线及进刀法。其中X、Z、U、W、I的含义与G92中的含义相同,尺为I螺纹牙形高度(半径值)通常为正值;D为第-次:进给的背吃刀量(半径值),通常为正值。F指令螺I纹导程:且为螺纹牙型角。
例如图4―45所示螺纹程序为:G76 X55.564225.0 K3.68 D1.8F6.0 A60。
图4-45螺纹切削复合循环