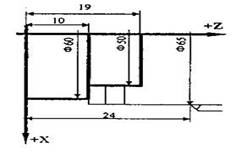
G81车削循环举例
加工程序
%123
N1 M03 S600 G95 T0202
N2 G0 X65 Z24
N3 G91 G81 X-15 Z-8 F0.1
N4 X-15 Z-11
N5 X-15 Z-14
N6 G0 X100 Z100
N7 M30