数控车端面切削循环G81
(1) 端平面切削循环
图1(a)所示是使用G81指令车削端平面时的进给轨迹。
程序段格式为:
G81 X Z F
(2) 端锥面切削循环
图1(b)所示是使用G81指令车削端锥面时的进给轨迹。
程序段格式为:G81
X Z K F
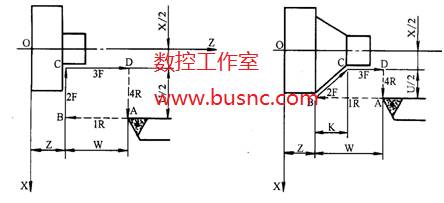
(a) (b)
图1
端面车削循环
如图2所示,每次吃刀2mm,每次切削起点位距工件外圆面5mm,因此这里K值为-3.5。

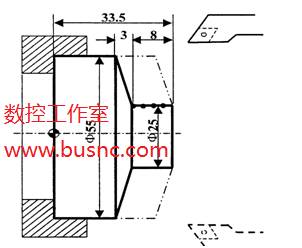
图2端面车削循环实例
用G81指令编程的加工程序为:
O0081
N10 G54 G90 G00 X60 Z45 M03
N20 G81 X25 Z31.5 K-3.5 F100
N30 X25 Z29.5 K-3.5
N40 X25 Z27.5 K-3.5
N50 X25 Z25.5 K-3.5
N60 M05
N70 M02
G81与G80的区别只是切削方向的不同,G81的切削方向是X轴方向,主要适用于X向进给量大于Z向进给量的情况,例如圆盘类工件。G80的切削方向是Z轴方向,主要适用于Z向进给量大于X向进给量的情况,例如轴类工件。
