|
编程时,通常都将车刀刀尖作为一点来考虑,但实际上刀尖处存在圆角,如图3.24所示。当用按理论刀尖点编出的程序进行端面、外径、内径等与轴线平行或垂直的表面加工时,是不会产生误差的。但在进行倒角、锥面及圆弧切削时,则会产生少切或过切现象,如图3.25所示。具有刀尖圆弧自动补偿功能的数控系统能根据刀尖圆弧半径计算出补偿量,避免少切或过切现象的产生。
|
 |
 |
 |
|
图3.24
刀尖圆角R |
图3.25刀尖圆角R造成的少切与过切 |
图3.26
刀尖圆角R的确定方法 |
|
 |
|
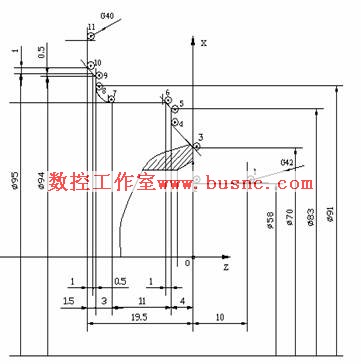
图3.27
刀具补偿编程 |
G40--取消刀具半径补偿,按程序路径进给。
G41--左偏刀具半径补偿,按程序路径前进方向刀具偏在零件左侧进给。
G42--右偏刀具半径补偿,按程序路径前进方向刀具偏在零件右侧进给。
在设置刀尖圆弧自动补偿值时,还要设置刀尖圆弧位置编码,指定编码值的方法参考图3.26。
例:应用刀尖圆弧自动补偿功能加工图3.27所示零件:
刀尖位置编码:3
N10 G50 X200 Z175 T0101
N20 M03 S1500
N30 G00 G42 X58 Z10 M08
N40 G96 S200
N50 G01 Z0 F1.5
N60 X70 F0.2
N70 X78 Z-4
N80 X83
N90 X85 Z-5
N100 G02 X91 Z-18 R3 F0.15
N110 G01 X94
N120 X97 Z-19.5
N130 X100
N140 G00 G40 G97 X200 Z175 S1000
N150 M30
|
