|
|
|
|
端面车削固定循环指令G94 |
|
|
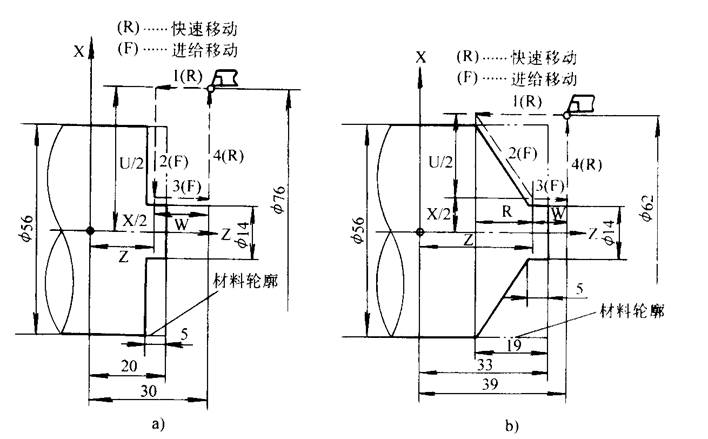
G94指令用于在零件的垂直端面或锥形端面上毛坯余量较大或直接从棒料车削零件时进行精车前的粗车,以去除大部分毛坯余量。车削循环过程见图所示。 (1)垂直端面车削固定循环 指令格式为: G94 X(U)____Z(W)____F____: (2)锥形端面车削固定循环 指令格式为: G94 X(U)____Z(W)____R____F____; 端面车削固定循环指令各参数的意义同外圆车削固定循环指令G90,再此不作更多的解释。
(3)编程实例 = 1 \* GB3 ①垂直端面粗车 如图a所示,零件右端小端面外径为Φ14,左端大端面的外径为Φ56,台阶高度为5mm,用G94车削循环指令编写粗车程序,每次车削深度为lmm,留0.2mm精车余量,则粗车削程序为: N30 G94 X14.4 Z 19.0 F0.4; 粗车开始程序段,车削深度lmm,进给率0.4mm/r N32 Z 18.0; 第2次粗车,车削深度lmm,其余参数不变 N34 Z 17.0; 第3次粗车,车削深度lmm N36 Z 16.0; 第4次粗车,车削深度lmm N38 Z 15.2; 最后一次粗车,车削深度0.8mm,留精车余量0.2mm …… = 2 \* GB3 ②锥形端面粗车 如图b所示,零件锥形端面小端外径为Φ14,锥形端面大端的外径为Φ56,台阶高度为5mm,用G94车削循环指令编写粗车程序,每次车削深度沿Z向为lmm,留0.2mm精车余量,则粗车程序可编写如下: …… N30 G94 X14.4 Z 32.0 R14 F0.4;粗车开始程序段,车削深度lmm,进给率0.4mm/r N32 Z 31.0; 第2次粗车,车削深度lmm,其余参数不变 N34 Z 30.0; 第3次粗车,车削深度lmm N36 Z 29.0; 第4次粗车,车削深度lmm N38 Z 28.1; 最后一次粗车,车削深度0.9mm,留精车余量0.2mm …… |
 |