|
|
|
|
|
基本螺纹切削指令 |
|||||
|
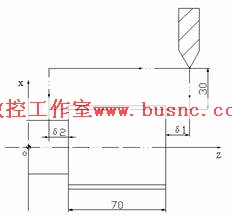
基本螺纹切削方法见图3.42所示。
式中: 螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2。
例:试编写图3.42所示螺纹的加工程序。(螺纹导程4mm,升速进刀段δ1=3mm,降速退刀段δ2=1.5mm,螺纹深度2.165
mm)。
G32 W-74.5
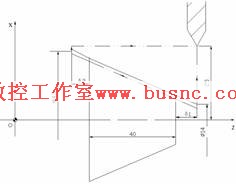
例:试编写图3.43所示圆锥螺纹的加工程序。(螺纹导程3.5mm,升速进刀段δ1=2mm,降速退刀段δ2=1mm,螺纹深度1.0825 mm)。
G00 X12
|
 |