|
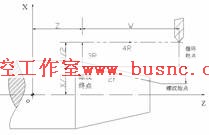
螺纹切削循环指令把“切入-螺纹切削-退刀-返回”四个动作作为一个循环(如图3.44所示),用一个程序段来指令。
编程格式
G92 X(U)~ Z(W)~ I~ F~
式中:X(U)、 Z(W) -
螺纹切削的终点坐标值;
I -
螺纹部分半径之差,即螺纹切削起始点与切削终点的半径差。加工圆柱螺纹时,I=0。加工圆锥螺纹时,当X向切削起始点坐标小于切削终点坐标时,I为负,反之为正。
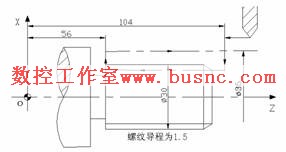
例:试编写图3.45所示圆柱螺纹的加工程序。
|
 |
 |
|
图3.44螺纹切削循环 |
图3.45
圆柱螺纹切削循环 |
|
|
|
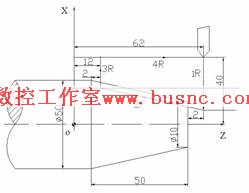
图3 .46圆锥螺纹切削循环应用 |
……
G00 X35 Z104
G92 X29.2 Z53 F1.5
X28.6
X28.2
X28.04
G00 X200 Z200
……
例:试编写图3.46所示圆锥螺纹的加工程序。
……
G00 X80 Z62
G92 X49.6 Z12 I-5 F2
X48.7
X48.1
X47.5
X47
G00 X200 Z200
…… |
