|
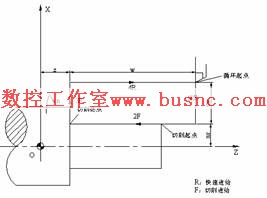
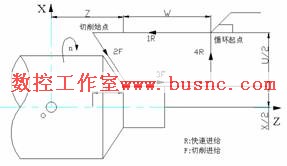
圆柱面或圆锥面切削循环是一种单一固定循环,圆柱面单一固定循环如图3.28所示,圆锥面单一固定循环如图3.30所示。
(1)圆柱面切削循环
|
 |
 |
|
图3.28圆柱面切削循环 |
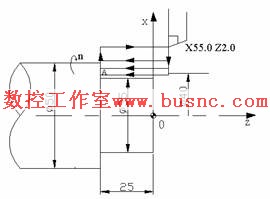
图3.29
G90的用法(圆柱面) |
|
 |
 |
|
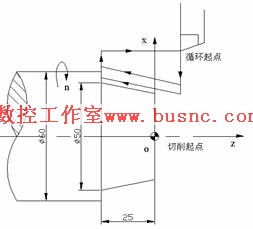
图3.30
圆锥面切削循环 |
图3.31
端面切削循环 |
|
 |
 |
|
图3.32
锥面端面切削循环 |
图3.33
G94的用法(锥面) |
编程格式
G90 X(U)~
Z(W)~ F~
式中:X、Z- -圆柱面切削的终点坐标值;
U、W--圆柱面切削的终点相对于循环起点坐标分量。
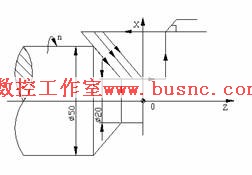
例:应用圆柱面切削循环功能加工图3.29所示零件。
N10 G50 X200 Z200 T0101
N20 M03 S1000
N30 G00 X55 Z4 M08
N40 G01 G96 Z2 F2.5 S150
N50 G90 X45 Z-25 F0.2
N60 X40
N70 X35
N80 G00 X200 Z200
N90 M30
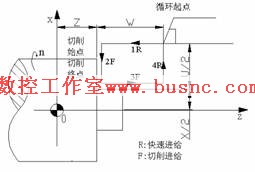
(2)圆锥面切削循环
编程格式
G90 X(U)~ Z(W)~
I~ F~
式中:X、Z-
圆锥面切削的终点坐标值;
U、W-圆柱面切削的终点相对于循环起点的坐标;
I- 圆锥面切削的起点相对于终点的半径差。如果切削起点的X向坐标小于终点的X向坐标,I值为负,反之为正。如图3.30所示。
例:应用圆锥面切削循环功能加工图3.30所示零件。
……
G01 X65 Z2
G90 X60 Z-35 I-5 F0.2
X50
G00 X100 Z200
…… |
