立体曲面轮廓的加工,根据曲面形状、刀具形状(球状、柱状、端齿)以及精度要求采用不同的铣削方法,如:二轴半、三轴、四轴、五轴等插补联动加工。
五坐标加工
螺旋桨是五坐标联动加工的典型零件之一。其叶片的形状及加工原理如图3所示。在半径为Ri的圆柱面上与叶面的交线AB为螺旋线的一部分,螺旋角为фi,叶片的径向叶型线(轴向剖面)EF的倾角α为后倾角。螺旋线AB用极坐标加工方法并用折线段逼近。逼近线段mn是由C坐标旋转⊿θ与Z坐标位移⊿Z的合成。当AB加工完后,刀具径向位移⊿X(改变Ri),再加工相邻的另一条叶型线,依次逐一加工,即可形成整个叶面。由于叶面的曲率半径较大,所以常用端铣刀加工,以提高生产率和简化程序。因此,为保证铣刀端面始终与曲面贴合,铣刀除了作直角坐标X、Y、Z的运动外,还应作附加坐标A和坐标B形成θi和αi的摆角运动,以保证铣刀端面中心始终位于编程值位置上,所以需要五坐标联动加工。这种加工的编程计算相当复杂,手工编程难以完成,需要进行计算机辅助编程。
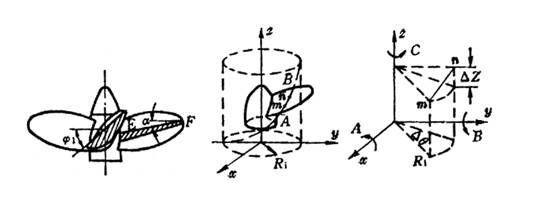
图3
五坐标加工
