|
|
|
|
|
薄壁结构件数控加工工艺分析和工序安排 |
|
|
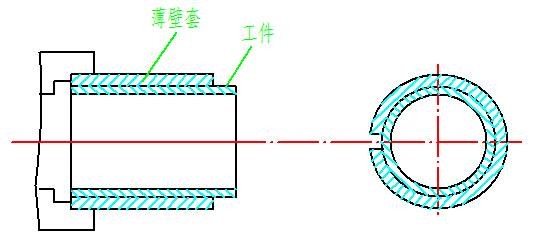
一、工艺分析 1、薄壁类零件自身结构刚性差,在切削过程中易产生振动和变形,承受切削力和夹紧力能力差,容易引起热变形。 2、薄壁类零件加工应按粗、精加工分序。 3、在加工中,内、外表面的切削都会导致工件变形,所以,加工时首先内、外表面进行粗加工,然后内外表面半精加工,最后精加工,采用循环去除余量的方式来减小加工引起的变形。 二、薄壁结构件工序安排 1、粗加工时优先去除余量较大的部位 因为余量大工件变形就大,两者成正比。在加工时,首先要分析内、外表面余量情况,如果余量大致相同,则先加工内表面。因在内表面加工时,排屑较因难,切削热和切削力增加,导致切削变形扩大。 2、精加工时优先加工精度等级低的表面,然后再加工精度等级高的表面。 3、保证刀具锋利,加注切削液。 4、增加装夹接触面积 增加接触面积可使夹紧力均布在工件上,不易变形。通常采用开缝套简的方式减小变形量。如图所示。
图 开缝套简 |
 |