编制如图1所示端盖的加工程序
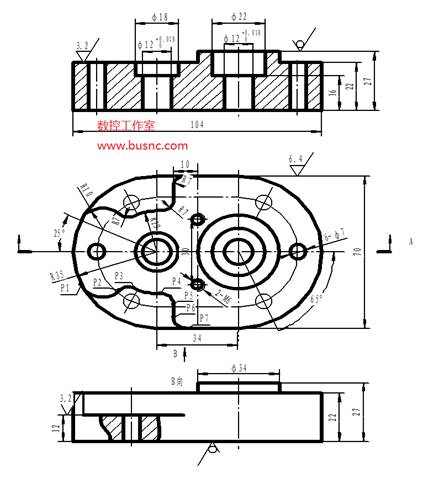
图1 端盖
1、工艺分析
此零件加工中需要保证的精度是孔之间的位置精度,以及孔的精度。由于外形轮廓已预先加工,装夹以两侧与底面定位,用平口虎钳装夹并找正。刀具参数及切削用量的选择见表1所示。
表1
刀具参数及切削用量的选择
|
工艺卡片 |
|
零件号 |
1 |
零件名称 |
|
材料 |
|
|
程序编号 |
O0001 |
机床型号 |
|
制表 |
|
|
工序内容 |
工步号 |
刀具号 |
刀具种类 |
主轴转速 |
进给速度 |
补偿量 |
备注 |
|
种类 |
直径 |
长度 |
|
铣上面 |
N01 |
T1 |
盘铣刀
|
Φ45 |
实测 |
S1000 |
F200 |
D1 |
半径补偿 |
|
H1 |
长度补偿 |
|
钻中心孔 |
N02 |
T2 |
中心钻 |
Φ3 |
|
S900 |
F80 |
D2 |
半径补偿 |
|
H2 |
长度补偿 |
|
钻孔 |
N03 |
T3 |
麻花钻 |
Φ11.8 |
|
S600 |
F50 |
D3 |
半径补偿 |
|
H3 |
长度补偿 |
|
钻孔 |
N04 |
T4 |
麻花钻 |
Φ7 |
|
S600 |
F40 |
D4 |
半径补偿 |
|
H4 |
长度补偿 |
|
钻孔 |
N05 |
T5 |
麻花钻 |
Φ4.8 |
|
S600 |
F40 |
D5 |
半径补偿 |
|
H5 |
长度补偿 |
|
攻丝 |
N06 |
T6 |
丝锥 |
M6 |
|
S100 |
|
D6 |
半径补偿 |
|
H6 |
长度补偿 |
|
铰孔 |
N07 |
T7 |
铰刀 |
Φ12 |
|
S80 |
F10 |
D7 |
半径补偿 |
|
H7 |
长度补偿 |
|
铣凸台 |
N08 |
T8 |
高速钢立铣刀 |
Φ12 |
|
S480 |
F80 |
D8 |
半径补偿 |
|
H8 |
长度补偿 |
|
铣孔 |
N9 |
T9 |
高速钢立铣刀 |
Φ10 |
|
S480 |
F80 |
D9 |
半径补偿 |
|
H9 |
长度补偿 |
工艺路线:粗精铣上面;留加工余量钻孔;攻丝、铰孔;粗精铣凸台;铣孔。
2、数值计算
工件坐标系设置在零件上表面的中间点。未知点坐标:
P1(-48.7208,-14.7916)
P2(-33.0629,-18.0827)
P3(-25.3648,-17.0596)
P4(-17,-19)
P5(-10,-26)
P6(-10,-28) P7(-3,-35)
3、加工程序:
加工前已完成对刀,零件的粗、精加工由刀具半径补偿控制。
加工程序(略)
