|
|
|
|
|
数控车床车圆弧的常用的加工路线分析 |
|
|
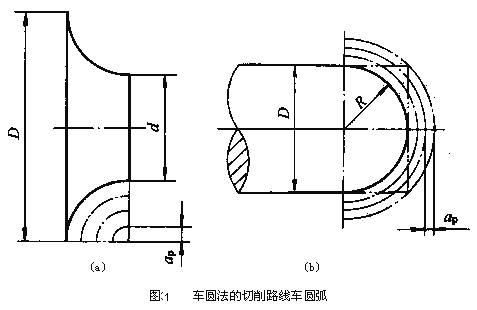
应用G02(或G03)指令车圆弧,若用一刀就把圆弧加工出来,这样吃刀量太大,容易打刀。所以,实际切削时,需要多刀加工,先将大部分余量切除,最后才车得所需圆弧。下面介绍车圆弧常用的加工路线。 图1为车圆弧的车圆法切削路线。即用不同半径圆来车削,最后将所需圆弧加工出来。此方法在确定了每次背吃刀量ap后,对90º圆弧的起点、终点坐标较易确定。图(a)的走刀路线较短,但图(b)加工的空行程时间较长。此方法数值计算简单,编程方便,常采用,可适合于较复杂的圆弧。
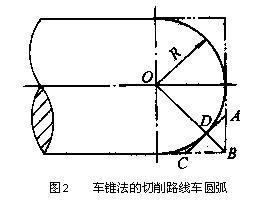
图2为车圆弧的车锥法切削路线,即先车一个圆锥,再车圆弧。但要注意车锥时的起点和终点的确定。若确定不好,则可能损坏圆弧表面,也可能将余量留得过大。确定方法是连接OB交圆弧于D,过D点作圆弧的切线AC。由几何关系得:
CD=DB=OB-OD= 此为车锥时的最大切削余量,即车锥时,加工路线不能超过AB线。由CD与ΔABC的关系,可得:
AB=BC= 这样可确定出车锥时的起点和终点。当R不太大时,可取AB=BC=0.5R 此方法数值计算较繁,但其刀具切削路线较短。
|
 |