|
|
|
|
|
数控加工对刀点和换刀点的确定 |
|
|
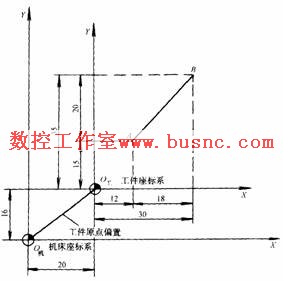
在编程时,应正确地选择“对刀点”和“换刀点”的位置。“对刀点”就是在数控机床上加工零件时,刀具相对于工件运动的起点。由于程序段从该点开始执行,所以对刀点又称为“程序起点”或“起刀点”。对刀点可选在工件上,也可选在工件外面(如选在夹具上或机床上)。但必须与零件的定位基准有一定的关系。如图2-22中的x0和y0,这样才能确定机床坐标系与工件坐标系的关系。
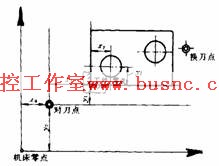
图2-21 坐标原点偏置 图2-22 对刀点和换刀点 若对刀精度要求不高时,可直接选用零件上或夹具上的某些表面作为对刀面。 若对刀精度要求较高时,对刀点应尽量选在零件的设计基准或工艺基准上。如以孔定位的工件,可选孔的中心作为对刀点。刀具的位置则以此孔来找正,使“刀位点”与“对刀点”重合。所谓“刀位点”是指车刀、镗刀的刀尖;钻头的钻尖;立铣刀、端铣刀刀头底面的中心,球头铣刀的球头中心。 对刀点即是程序的起点又是程序的终点。因此在成批生产中要考虑对刀点的重复精度,该精度可用对刀点相距机床原点的坐标值(x0,y0)来校核。 加工过程中需要换刀时,应规定换刀点。所谓“换刀点”是指刀架转位换刀时的位置。该点可以是某一固定点(如加工中心机床,其换刀机械手的位置是固定的),也可以是任意的一点(如车床)。换刀点应设在工件或夹具的外部,以刀架转位时不碰工件及其他部件为准。其设定值可用实际测量方法或计算确定。
|
 |