|
|
|
|
|
机械加工工艺过程 |
|
|
在生产过程中,那些与有原材料转变为产品直接相关的过程称为工艺过程。它包括毛坯制造、零件加工、热处理、质量检验和机器装配等。而为保证工艺过程正常进行所需要的刀具、夹具制造,机床调整维修等则属于辅助过程。在工艺过程中,以机械加工方法按一定顺序逐步地改变毛坯形状、尺寸、相对位置和性能等,直至成为合格零件的那部分过程称为机械加工工艺过程。 技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。 为了便于工艺规程的编制、执行和生产组织管理,需要把工艺过程划分为不同层次的单元。它们是工序、安装、工位、工步和走刀。其中工序是工艺过程中的基本单元。零件的机械加工工艺过程由若干个工序组成。在一个工序中可能包含有一个或几个安装,每一个安装可能包含一个或几个工位,每一个工位可能包含一个或几个工步,每一个工步可能包括一个或几个走刀。 (1)工序 一个或一组工人,在一个工作地或一台机床上对一个或同时对几个工件连续完成的那一部分工艺过程称为工序。划分工序的依据是工作地点是否变化和工作过程是否连续。例如,在车床上加工一批轴,既可以对每一根轴连续地进行粗加工和精加工,也可以先对整批轴进行粗加工,然后再依次对它们进行精加工。在第一种情形下,加工只包括一个工序;而在第二种情形下,由于加工过程的连续性中断,虽然加工是在同一台机床上进行的,但却成为两个工序。 工序是组成工艺过程的基本单元,也是生产计划的基本单元。 (2)安装 在机械加工工序中,使工件在机床上或在夹具中占据某一正确位置并被夹紧的过程,称为装夹。有时,工件在机床上需经过多次装夹才能完成一个工序的工作内容。 安装是指工件经过一次装夹后所完成的那部分工序内容。例如,在车床上加工轴,先从一端加工出部分表面,然后调头再加工另一端,这时的工序内容就包括两个安装。 (3)工位 采用转位(或移位)夹具、回转工作台或在多轴机床上加工时,工件在机床上一次装夹后,要经过若干个位置依次进行加工,工件在机床上所占据的每一个位置上所完成的那一部分工序就称为工位。简单来说,工件相对于机床或刀具每占据一个加工位置所完成的那部分工序内容,称为工位。为了减少因多次装夹而带来的装夹误差和时间损失,常采用各种回转工作台、回转夹具或移动夹具,使工件在一次装夹中,先后处于几个不同的位置进行加工。图1-1是在一台三工位回转工作台机床上加工轴承盖螺钉孔的示意图。操作者在上下料工位Ⅰ处装上工件,当该工件依次通过钻孔工位Ⅱ、扩孔工位Ⅲ后,即可在一次装夹后把四个阶梯孔在两个位置加工完毕。这样,既减少了装夹次数,又因各工位的加工与装卸是同时进行的,从而节约安装时间使生产率可以大提高。
图1-1
轴承盖螺钉孔的三工位加工 
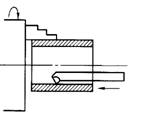
(4)工步 在加工表面不变,加工工具不变的条件下,所连续完成的那一部分工序内容称为工步。生产中也常称为“进给”。整个工艺过程由若干个工序组成。每一个工序可包括一个工步或几个工步。每一个工步通常包括一个工作行程,也可包括几个工作行程。为了提高生产率,用几把刀具同时加工几个加工表面的工步,称为复合工步,也可以看作一个工步,例如,组合钻床加工多孔箱体孔。 (5)走刀 加工刀具在加工表面上加工一次所完成的工步部分称为走刀。例如轴类零件如果要切去的金属层很厚,则需分几次切削,这时每切削一次就称为一次走刀。因此在切削速度和进给量不变的前提下刀具完成一次进给运动称为一次走刀。 图1-2是一个带半封闭键槽阶梯轴两种生产类型的工艺过程实例,从中可看出各自的工序、安装、工位、工步、走刀之间的关系。
|
 |