|
|
|
|
|
���ؼӹ�����·�ߵ�ȷ�� |
|
|
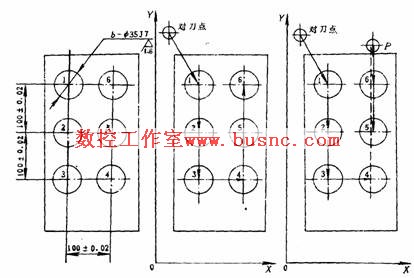
�����ؼӹ��У����ߵ�λ������ڹ����˶��Ĺ켣��Ϊ�ӹ�·�ߡ����ʱ���ӹ�·�ߵ�ȷ��ԭ����Ҫ�����¼��㣺 ��1��Ӧ�ܱ�֤����ļӹ����Ⱥͱ���ֲڶȵ�Ҫ�� ��2��Ӧ�������̼ӹ�·�ߣ����ٵ��߿ճ��ƶ�ʱ�䡣 ��3��Ӧʹ��ֵ���������������٣��Լ��ٱ�̹������� �Ե�λ���Ƶ����ػ�����ֻҪ��λ���Ƚϸߣ���λ���̾����ܵĿ죬����������ڹ������˶�·�����ؽ�Ҫ�ģ�����������Ӧ���ճ�����������ߵ�·�ߡ�����֮�Ҫȷ������������˶��ߴ磬���С��Ҫ�ɱ��ӹ�����Ŀ�������������ҲӦ����һЩ�����ߴ磬�絶�ߵ��������ͳ������� ����λ�þ���Ҫ��ϸߵĿ�ϵ�ӹ����ر�Ҫע��ļӹ�˳��İ��ţ����Ų���ʱ�����п��ܽ�������ķ����϶���룬ֱ��Ӱ��λ�þ��ȡ���ͼ2-23��ʾ��ͼaΪ���ͼ���ڸ�������������ߴ���ͬ�Ŀף������ּӹ�·�ߡ�����bͼ��ʾ��·�ӹ�ʱ������5��6����1��2��3��4��λ�����෴��Y�������϶��ʹ��λ������ӣ���Ӱ��5��6����������λ�þ��ȡ�
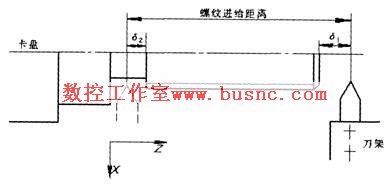
a�� b�� c�� ͼ2-23 �ۿӹ�·��ʾ��ͼ ��cͼ��ʾ·�ߣ��ӹ���4�����϶��ƶ�һ�ξ��뵽P�㣬Ȼ�����ۻ����ӹ�5��6�ף���������һ�£��ɱ��ⷴ���϶�����룬���5��6����������λ�þ��ȡ� �����ػ����ϳ�����ʱ�����ݾ���Z�����Ӧ�ͻ����������ת�����ϸ���ٱȹ�ϵ�����Ӧ�����ڽ����������ٻ���ٹ�����������Ϊ��Ҫ�����������1�ͳ�Խ������2����ͼ2-24��ʾ����1����2����ֵ������϶�ϵͳ�Ķ�̬�����йأ������Ƶ��ݾ�����Ƶľ����йء�һ����1Ϊ2��5�L���Դ��ݾ�߾��ȵ�����ȡ��ֵ����2һ��ȡ��1/4���ҡ���������β��û���˵���ʱ����β������״������ϵͳ�йأ�һ�㰴45���˵���β��
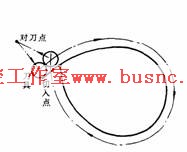
ͼ2-24 ��������������� ϳ��ƽ�����ʱ��һ�������ϳ�����н���������Ϊ���ٽӵ��ۼ�����֤��������������Ե��ߵ�������г�������Ҫ������ơ���ͼ2-25��ʾ��ϳ�����������ʱ��ϳ����������г���Ӧ������������ߵ��ӳ���������������г�������棬����Ӧ�ط���ֱ������������Ա���ӹ�����������ۣ���֤��������⻬�� ϳ������������ʱ��������г������ӣ���ʱϳ��������������ķ��߷���������г������������롢�г���ѡ���������������Ԫ�صĽ��㴦��ͼ2-26��ʾΪ�ӹ����۵����ּӹ�·�ߡ�
ͼ2-25 �����г���ʽ
a�� b�� c�� ͼ2-26 ���ۼӹ�·�� ͼa��b�ֱ�Ϊ�����з��ͻ��з��ӹ����۵��ߵ�·�ߣ�ͼcΪ�������з������һ�������������档���ַ����У�aͼ������Cͼ������á� ������ϳ��������Ҫ�������ͣ�٣��������ϳ������ͻȻ�仯������ͣ�ٴ��������������µ��ۡ� �� |
| �� |
 |