|
ͼ33��ʾΪϳ����������ͼ���������ΪHT200����������������ӹ����շ������£�
1�����ͼ���շ���
�������ƽ�桢��ǻ�Լ���ϵ��ɡ�����ṹ�ϸ��ӣ��ߴ羫�Ƚϸߡ��������Ҫ�ӹ��Ŀ϶࣬��Ȼ������Ͽijߴ羫����߽�Ϊ7��������ϵ�ڸ���֮����λ�þ���Ҫ��ϸߣ���һ����ֱ���ʲ�Ϊ0.03�L�⣬�������ͬ��ȡ�ƽ�ж��ʲ�Ϊ0.02�L��
2���豸��ѡ��
Ϊȷ����Щ�ӹ����ȵ�ʵ�֣���������ʣ�����ѡ���ձ�һ�ҹ�˾��������ʽ�ӹ����ļӹ��ü�����������MAZATAL
CAM��2����ϵͳ������3����������˫����̨�Զ��������ɻ�е���Զ��������������Զ�������������ϵ���Զ��������߳��ȵȹ��ܡ���������Ϊ60�ѡ�����̨���630�L��630�L������̨����(X��)�г�910�L�������г�(Z��)�г�635�L�����ᴹ���г�710�L����̿����˻��Ựʽ��һ��װ�п���ɲ�ͬ��λ���ꡢ�����¡��ۡ�ϳ����˿�ȹ����ڼӹ�������������λ�������ܼ���������ͨ������ȣ�������ص���Խ�ԡ�
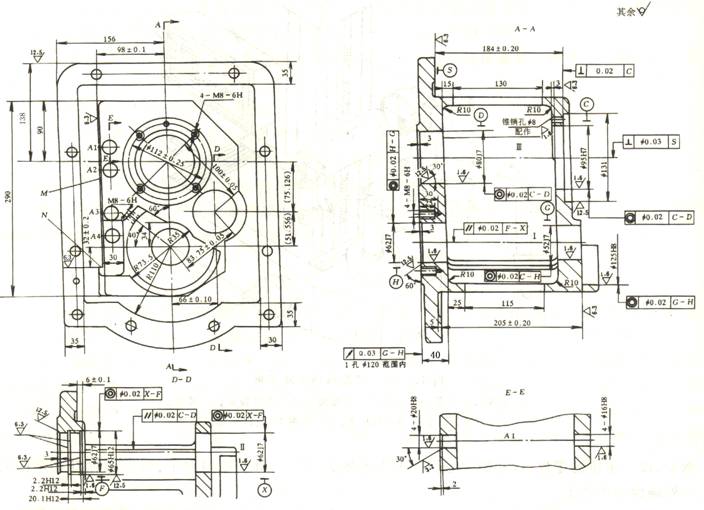
ͼ33
ϳ����������
3��ȷ������Ķ�λ����װ�з�ʽ
(1)
��λ����ѡ��
ѡ������ϵ�M��N��S����Ϊ����λ�����ֱ�����3����1����2�����ɶȣ��ڼӹ�������һ�ΰ�װ��ɡ���������������б��棬�ɴ�������ȫ���ӹ�����֤�˸�����λ�þ��ȵ�ȫ����Ŀ��������ƽ����ɵľ�������ͨ�û������ȼӹ��á�
��2��ȷ��װ�з���
l
װ��ϼоߣ����о߸���λ��������0.01�L���ڣ����о߲������кá�
l
������98��0.1�L��Ra6.3��m�����·��ڼо�ˮƽ��λ���ϣ�S�濿����ֱ��λ���ϣ�32��0.2�L��Ra6.3��m�濿��X��λ���ϼн�����֤������о߶�λ��֮��0.01�L���߲��롣��Ȼ������λ������ǰ�湤��������ͨ�����ӹ���ɡ�
4���ӹ��εĻ���
Ϊ��ʹ�����������������ͼӹ����β������Լ�ǰ�μӹ��������ı��Σ������ں����ӹ�����ȫ�г����ɰѼӹ��ηֵ�ϸһЩ��ȫ����Ͽ������֡��뾫���������ӹ��Ρ�
5���������˵��
��1����ͬ���ϵ���á���ͷ�ۡ��ļӹ�����������B0��B180��λ���Ⱥ�����������ϵ�ȫ��ƽ��Ϳ��дּӹ���Ȼ������B0��B180��λ�ϣ��Ⱥ�����������ȫ��ƽ��Ϳ��а뾫�ӹ��;��ӹ���
��2��Ϊ�˱�֤����ȷλ�ã��ڼӹ������϶�ʵ�IJ������ǰ����������ƽ�桢�����Ŀף�Ȼ������ס����ס��ۿ�¿ס�
��3������125H8��Ϊ��Բ�ף�Ϊ�˱�֤��125H8������52J7��ͬ���0.02�L��Ҫ���ڼӹ������У�������ϳ����Բ���岹��ʽ��ϳ����124.85�L��Ȼ���پ��ۡ�
��4��Ϊ��֤��62J7�ľ��ȣ��ڼӹ��ÿ�ʱ���ȼӹ�2-��65H12���ɲۣ��پ�����62J7�׳ɡ�
6������ѡ����9��
��9
���ؼӹ����߿�Ƭ
|
��Ʒ���ƻ���� |
������ |
������� |
ϳ���������� |
���ͼ�� |
������ |
|
��� |
���ߺ� |
���߹������/�L |
���� |
�ӹ����棨�ߴ絥λ�L�� |
��ע |
|
1 |
T01 |
�ֳ���ϳ����45 |
1 |
ϳ�������125H8�ף���ϳ�������131̨����ϳ��131�� |
|
|
2 |
T02 |
�۵���94.2 |
1 |
������95H7�� |
|
|
3 |
T03 |
�۵���61.2 |
1 |
������62J7�� |
|
|
4 |
T05 |
�۵���51.2 |
1 |
������52J7������51.2 |
|
|
5 |
T07 |
ר��ϳ����24-24 |
1 |
��ƽ4-��16���棬��ƽ4-��20H7���� |
|
|
6 |
T09 |
�������34-4 |
1 |
��4-��16�ף���4-��20H7�ף�2-M8�����Ŀ� |
|
|
7 |
T10 |
ר���۵���15.85 |
1 |
��4-��16H8������15.85 |
|
|
8 |
T11 |
|
1 |
��4-��16�� |
|
|
9 |
T13 |
�۵���79.2 |
1 |
������80J7�� |
|
|
10 |
T16 |
�۵���94.85 |
1 |
�뾫����95H7������94.85 |
|
|
11 |
T18 |
�۵���95H7 |
1 |
������95H7�� |
|
|
12 |
T20 |
�۵���61.85 |
1 |
�뾫����62J7�� |
|
|
13 |
T22 |
�۵���62J7 |
1 |
������62J7�׳� |
|
|
14 |
T24 |
�۵���51.85 |
1 |
�뾫����52J7�� |
|
|
15 |
T26 |
�µ���52AJ7 |
1 |
����52J7�� |
|
|
16 |
T32 |
�µ���16H8 |
1 |
��4-��16H8�׳� |
|
|
17 |
T34 |
�۵���79.85 |
1 |
�뾫����80J7�� |
|
|
18 |
T36 |
���ǵ���89 |
1 |
��80J7�˵��� |
|
|
19 |
T38 |
�۵���80J7 |
1 |
���ۧ�80J7�׳� |
|
|
20 |
T40 |
�����۵���69 |
1 |
��62J7�˵��� |
|
|
21 |
T42 |
ר���в۵���22-28 |
1 |
Բ���岹��ʽ�ж����ɲ� |
|
|
22 |
T45 |
��ϳ����120 |
1 |
ϳ40�ߴ����� |
|
|
23 |
T50 |
ר���۵���19.85 |
1 |
�뾫��4-��20H7�� |
|
|
24 |
T52 |
�µ���20H7 |
1 |
��4-��20H7�� |
|
|
25 |
T57 |
|
1 |
��4-��20H7����18.5 |
|
|
26 |
T60 |
�۵���125H8 |
1 |
������125H8�� |
|
|
���� |
������ |
��� |
������ |
�� |
������ |
��
ҳ |
��
ҳ |
| �� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
7��ȷ�������������ԣ�
8�����ؼӹ����տ�Ƭ�ⶩ������10��
��10
ϳ�������������ؼӹ����տ�Ƭ
|
����� |
������ |
��Ʒ���ƻ���� |
������� |
���ͼ�� |
|
������ |
ϳ���������� |
������ |
|
����� |
������ |
����� |
ʹ���豸 |
���� |
|
������ |
������ |
��ϼо� |
��ʽ�ӹ����� |
�������� |
|
������ |
��������
���ߴ絥λ�L�� |
���ߺ� |
���߹��
/ mm |
����ת��
/r.min |
�����ٶ�
/mm.min |
���Ե���
/ mm |
��ע |
|
1 |
B0 |
|
|
|
|
|
|
|
2 |
ϳ�������125H8������124.85 |
T01 |
�ֳ���ϳ����45 |
300 |
40 |
|
|
|
3 |
��ϳ�������131̨��Z����0.1�L |
T01 |
|
300 |
40 |
|
|
|
4 |
������95H7������94.2 |
T02 |
�۵���94.2 |
150 |
30 |
|
|
|
5 |
������62J7������61.2 |
T03 |
�۵���61.2 |
180 |
30 |
|
|
|
6 |
������52J7������51.2 |
T05 |
�۵���51.2 |
180 |
30 |
|
|
|
7 |
��ƽ4-��16���� |
T07 |
ר��ϳ����24-24 |
600 |
60 |
|
|
|
8 |
��4-��16�����Ŀ� |
T09 |
�������34-4 |
1000 |
80 |
|
|
|
9 |
��4-��16������15 |
T011 |
|
400 |
40 |
|
|
|
10 |
B1800 |
|
|
|
|
|
|
|
11 |
ϳ40�ߴ����� |
T45 |
��ϳ����120 |
600 |
60 |
|
|
|
12 |
������80J7����79.2 |
T13 |
�۵���79.2 |
150 |
30 |
|
|
|
13 |
������62J7������61.2 |
T03 |
|
180 |
30 |
|
|
|
14 |
��ƽ4-��20H7���� |
T07 |
|
600 |
60 |
|
|
|
15 |
��4-��20H7�����Ŀ� |
T09 |
|
1000 |
80 |
|
|
|
16 |
��4-��20H7������18.5 |
T57 |
|
350 |
40 |
|
|
|
17 |
B0 |
|
|
|
|
|
|
|
18 |
������125H8�׳� |
T60 |
�۵���125H8 |
200 |
20 |
|
|
|
19 |
��ϳ��131�׳� |
T01 |
|
400 |
40 |
|
|
|
20 |
�뾫����95H7������94.85 |
T16 |
�۵���94.85 |
200 |
20 |
|
|
|
21 |
������95H7�׳� |
T18 |
�۵���95H7 |
200 |
20 |
|
|
|
22 |
�뾫����62J7������61.85 |
T20 |
�۵���61.85H7 |
200 |
20 |
|
|
|
23 |
������62J7�׳� |
T22 |
�۵���62J7 |
200 |
20 |
|
|
|
24 |
�뾫����52J7�� |
T24 |
�۵���51.85 |
260 |
20 |
|
|
|
25 |
����52J7�׳� |
T26 |
�µ���52AJ7 |
100 |
20 |
|
|
|
26 |
��4-��16H8������15.85 |
T10 |
ר���۵���15.85 |
200 |
30 |
|
|
|
27 |
��4-��16H8�׳� |
T32 |
�µ���16H8 |
100 |
20 |
|
|
|
28 |
B1800 |
|
|
|
|
|
|
|
29 |
�뾫����80J7������79.85 |
T34 |
�۵���79.85 |
200 |
20 |
|
|
| �� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
����
|
����� |
������ |
��Ʒ���ƻ���� |
������� |
���ͼ�� |
|
������ |
ϳ���������� |
������ |
|
����� |
������ |
����� |
ʹ���豸 |
���� |
|
������ |
������ |
��ϼо� |
��ʽ�ӹ����� |
�������� |
|
������ |
��������
���ߴ絥λ�L�� |
���ߺ� |
���߹��
/ mm |
����ת��
/r.min |
�����ٶ�
/mm.min |
���Ե���
/ mm |
��ע |
|
30 |
��80J7�˵��� |
T36 |
���ǵ���89 |
300 |
30 |
|
|
|
31 |
���ۧ�80J7�׳� |
T38 |
�۵���80J7 |
200 |
20 |
|
|
|
32 |
�뾫����62J7������61.85 |
T20 |
|
200 |
20 |
|
|
|
33 |
��62J7�˵��� |
T40 |
�����۵���69 |
300 |
30 |
|
|
|
34 |
Բ���岹��ʽ�ж����ɲ� |
T42 |
ר���в۵���22-28 |
400 |
20 |
|
|
|
35 |
������62J7�� |
T22 |
|
200 |
20 |
|
|
|
36 |
��4-��20H7������19.85 |
T50 |
ר���۵���19.85 |
300 |
30 |
|
|
|
37 |
��4-��20H8�׳� |
T52 |
�µ���20H7 |
100 |
20 |
|
|
|
���� |
������ |
��� |
������ |
�� |
������ |
��
�� �� |
��
ҳ |
��
ҳ |
|
