|
|
|
|
铣削平面类零件的进给路线 |
|||||||||||
|
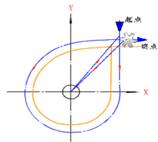
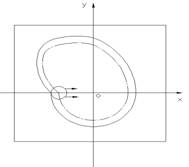
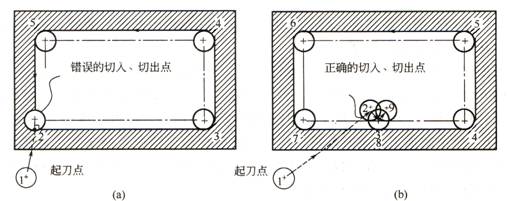
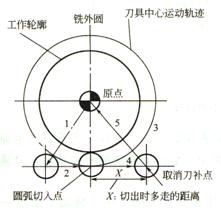
铣削平面类零件外轮廓时,一般采用立铣刀侧刃进行切削。为减少接刀痕迹,保证零件表面质量,对刀具的切入和切出程序需要精心设计。 铣削外表面轮廓时,图1所示,铣刀的切入和切出点应沿零件轮廓曲线的延长线上切入和切出零件表面,而不应沿法向直接切入零件,以避免加工表面产生划痕,保证零件轮廓光滑。 铣削封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿切线方向切入切出。若内轮廓曲线不允许外延(见图2),则刀具只能沿内轮廓曲线的法向切入切出,并将其切入、切出点选在零件轮廓两几何元素的交点处。当内部几何元素相切无交点时(见图3),为防止刀补取消时在轮廓拐角处留下凹口(见图3(a)),刀具切入切出点应远离拐角(见图3(b))。 图4所示为圆弧插补方式铣削外整圆时的走刀路线。当整圆加工完毕时,不要在切点处2退刀,而应让刀具沿切线方向多运动一段距离,以免取消刀补时,刀具与工件表面相碰,造成工件报废。铣削内圆弧时也要遵循从切向切入的原则,最好安排从圆弧过渡到圆弧的加工路线(见图6所示),这样可以提高内孔表面的加工精度和加工质量。
|
 |