|
�����е�ӹ��Ĺ���·����ָ������������У���ë������Ʒ�������Ĺ����Ⱥ�˳�����ⶨ����·��ʱ���������ȿ��Ƕ�λ����ѡ���⣬��Ӧ�����Ǹ�����ӹ�������ѡ���������ɢ�ij̶ȣ��ӹ��εĻ��ֺ����Ⱥ�˳��İ��ŵ����⡣Ŀǰ��û��һ��ͨ�ö������Ĺ���·���ⶨ������ֻ�ܽ��һЩ�ۺ���ԭ���ھ���������Щԭ��ʱ��Ҫ���ݾ��������ۺϷ������ⶨ����·�ߵĻ������̼�ͼ4-28��ʾ��
����ӹ�������ѡ����Ϊ�����ÿһ��������Ҫ��ı���ѡ��һ�����ļӹ���������ѡ��ʱ��һ���ȸ��ݱ���ľ��Ⱥʹֲڶ�Ҫ��ѡ�����ռӹ�������Ȼ����ȷ�����ӹ�ǰ������ļӹ���������ȷ���ӹ����������ڻ��ͬһ���Ⱥʹֲڶȵļӹ����������м��֣���ѡ��ʱ���˿���������Ҫ��;���Ч���⣬��Ӧ�����������أ�
(1)
�������ϵ�����
���磬��Ӳ������ľ��ӹ�Ҫ��ĥ���ķ�������ɫ��������ľ��ӹ�Ӧ���þ�ϸ����ϸ�۵ȼӹ�����������Ӧ����ĥ����
(2)
�����Ľṹ�ͳߴ�
���磬����IT7�����ȵĿײ���������������������ĥ���ȼӹ��������ɡ����������ϵĿ�һ�㲻������ĥ�����������ý¿��ۿף�ֱ������60�L�Ŀײ��˲����ꡢ�����¡�
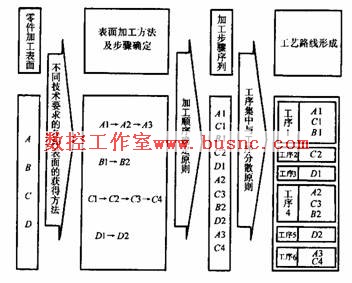
ͼ4-28
����·���ⶨ�Ļ�������
(3)
��������
ѡ��ӹ�����Ҫ��������������Ӧ��������������Ӧѡ��������
�ߺ������ȶ��ļӹ����������磬ƽ��Ϳײ��������ӹ�������С�����������������ϳ��ƽ����ꡢ�����¿ס�����Ϊ��֤�����ɿ����ȶ�����֤�ϸߵij�Ʒ�ʣ��ڴ������������в�����ĥ�ͳ����ӹ����ռӹ��Ͼ��������
(4)
������������
Ӧ������������豸�����ֶΣ����������¼����������豸���м������죬�ھ���ҵDZ������߹���ˮƽ��
��4-1~4-4�ֱ��г�����Բ���ڿ�ƽ��ļӹ����������þ��ȣ���ѡ��ӹ�����ʱ�ο���
��4-1
��Բ����ӹ�����
|
��� |
��
��
��
�� |
���þ��ȼ� |
����ֲڶ�Raֵ����m |
��
��
��
Χ |
|
1 |
�ֳ� |
IT11���� |
50��12.5 |
�����ڴ�������ĸ��ֽ��� |
|
2 |
�ֳ�һ�뾫�� |
IT8��10 |
6.3��3.2 |
|
3 |
�ֳ�һ�뾫��һ���� |
IT7��8 |
1.6��0.8 |
|
4 |
�ֳ�һ�뾫��һ����һ��ѹ�����⣩ |
IT7��8 |
0.2��0.025 |
|
5 |
�ֳ�һ�뾫��һĥ�� |
IT7��8 |
0.8��0.4 |
��Ҫ���ڴ��֣�Ҳ������δ���֣������˼ӹ���ɫ���� |
|
6 |
�ֳ�һ�뾫��һ��ĥһ��ĥ |
IT6��7 |
0.4��0.1 |
|
7 |
�ֳ�һ�뾫��һ��ĥһ��ĥһ�����ӹ�������ʽ����ĥ�� |
IT5 |
0.1��Rz0.1 |
|
8 |
�ֳ�һ�뾫��һ����һ���ʯ�� |
IT6��7 |
0.4��0.025 |
��Ҫ����Ҫ��ϸߵ���ɫ�����ӹ� |
|
9 |
�ֳ�һ�뾫��һ��ĥһ��ĥһ����ĥ����ĥ |
IT5���� |
0.025��Rz0.05 |
���߾��ȵ���Բ�ӹ� |
|
10 |
�ֳ�һ�뾫��һ��ĥһ��ĥһ��ĥ |
IT5���� |
0.1��Rz0.05 |
��4-2
�ӹ�����
|
��� |
��
��
��
�� |
���þ��ȼ� |
����ֲڶ�Raֵ/��m |
��
��
��
Χ |
|
1 |
�� |
IT11��12 |
12.5 |
�ӹ�δ���ּ�������ʵ��ë����Ҳ�����ڼӹ���ɫ������������ֲڶ��Դ�С��15��20�L) |
|
2 |
������ |
IT9 |
3.2��1.6 |
|
3 |
������������ |
IT7��8 |
1.6��0.8 |
|
4 |
������ |
IT10��11 |
12.5��6.3 |
ͬ�ϣ���������15��20�L |
|
5 |
���������� |
IT8��9 |
3.2��1.6 |
|
6 |
���������ֽ������� |
IT7 |
1.6��0.8 |
|
7 |
���������������ֽ� |
IT6��7 |
0.4��0.1 |
|
8 |
���������� |
IT7��9 |
1.6��0.1 |
�������������������������ľ��ȶ����� |
|
9 |
���ۣ������ף� |
IT11��12 |
12.5��6.3 |
����������ֲ��ϣ�ë����������ͳ��� |
|
10 |
���ۣ����������뾫�ۣ������� |
IT8��9 |
3.2��1.6 |
|
11 |
���ۣ��������뾫�ۣ������������ۣ��£� |
IT7��8 |
1.6��0.8 |
|
12 |
���ۣ��������뾫�ۣ��������������������۵����� |
IT6��7 |
0.8��0.4 |
|
13 |
���ۣ��������뾫����ĥ�� |
IT7��8 |
0. 8��0.
2 |
��Ҫ���ڴ���Ҳ������δ���֣�������������ɫ
���� |
|
14 |
���ۣ��������뾫������ĥ����ĥ |
IT6��7 |
0.2��0.1 |
|
15 |
�������뾫��������������� |
IT6��7 |
0.4��0.05 |
��Ҫ���ھ���Ҫ��ߵ���ɫ�����ӹ� |
|
16 |
�������������ֽ�����������ĥ����������������
����ĥ���������뾫������������ĥ |
IT6��7 |
0.2��0.025 |
����Ҫ��ܸߵĿ� |
|
17 |
����ĥ�������������е���ĥ |
IT6������ |
|
��4-3
ƽ��ӹ�����
|
��� |
��
��
��
�� |
���þ��ȼ� |
����ֲڶ�Raֵ/��m |
��
��
��
Χ |
|
1 |
�ֳ����뾫�� |
IT9 |
6.3��3.2 |
|
|
2 |
�ֳ����뾫�������� |
IT7��IT8 |
1.6��0.8 |
���� |
|
3 |
�ֳ����뾫����ĥ�� |
IT8��IT9 |
0.8��0.2 |
|
4 |
���٣����ϳ�������٣���ϳ�� |
IT8��IT9 |
6.3��1.6 |
һ�㲻��Ӳƽ�棨��ϳ����ֲڶȽ�ϸ�� |
|
5 |
���٣����ϳ�������٣���ϳ�������� |
IT6��IT7 |
0. 8��0.
1 |
����Ҫ��ϸߵIJ���Ӳƽ�棻�����ϴ�ʱ�˲��ÿ��о��ٷ��� |
|
6 |
�Կ����������������������� |
IT7 |
0.8��0.2 |
|
7 |
���٣����ϳ�������٣���ϳ����ĥ�� |
IT7 |
0.8��0.2 |
����Ҫ��ߵĴ�Ӳƽ���Ӳƽ�� |
|
8 |
���٣����ϳ�������٣���ϳ������ĥ����ĥ |
IT6��IT7 |
0.4��0.02 |
|
9 |
��ϳ���� |
IT7��IT9 |
0.8��0.2 |
������������С��ƽ�棨�������������ȶ����� |
|
10 |
��ϳ����ϳ��ĥ������ĥ |
IT6������ |
0. 1��Rz0.
05 |
�߾���ƽ�� |
��4-4
���ּӹ������ľ��þ��Ⱥͱ���ֲڶ�(��������)
|
���ӹ����� |
�ӹ����� |
���þ���IT |
����ֲڶ�Ra����m�� |
|
��Բ�Ͷ��� |
��
��
��
��
��
��
��
��
ĥ
��
ĥ
��
ĥ
�����ӹ�
��ϸ������ճ��� |
11��13
8��11
7��9
8��11
6��8
5
5
5��6 |
50��12.5
6.3��3.2
3.2��1.6
3.2��0.8
0.8��0.2
0.2��0.012
0.2��0.012
0.8��0.05 |
|
�� |
��
��
���ͿĴ������ۣ�
��
��
��
��
��
��
��
��
��
��
�ۣ������ۣ�
��ϸ�ۣ�����ۣ�
��
ĥ
��
ĥ
��
ĥ
��
ĥ
��
�� |
11��13
11��13
9��11
8��9
6��7
9��11
7��9
6��7
9��11
7��9
6
6��7
7��9 |
50��6.3
50��12.5
6.3��3.2
6.3��1.6
3.2��0.8
6.3��3.2
3.2��0.8
0.8��0.1
6.3��3.2
1.6��0.4
0.2��0.012
0.4��0.1
1.6��0.8 |
|
ƽ�� |
���١���ϳ
�뾫�١��뾫ϳ
���١���ϳ
��
��
��
ĥ
��
ĥ
��
ĥ |
11��13
8��11
6��8
7��8
8��11
6��8
5��6 |
50��12.5
6.3��3.
2
3.2��0.8
1.6��0.8
6.3��1.6
0.8��0.2
0.2��0.012 |
�� |
