|
|
|
|
基准及其分类 |
|
|
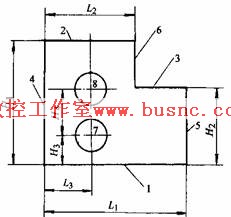
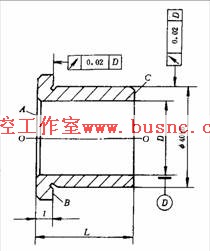
基准是零件上用来确定其它点、线、面位置所依据的那些点、线、面。按其功用不同,基准可分为设计基准和工艺基准两大类。 1.设计基准 设计基准是在零件图上所采用的基准。它是标注设计尺寸的起点。如图3-1(a)所示的零件,平面2、3的设计基准是平面1,平面5、6的设计基准是平面4,孔7的设计基准是平面l和平面4,而孔8的设计基准是孔7的中心和平面4。在零件图上不仅标注的尺寸有设计基准,而且标注的位置精度同样具有设计基准,如图3-1(b)所示的钻套零件,轴心线O―O是各外圆和内孔的设计基准,也是两项跳动误差的设计基准,端面A是端面B、C的设计基准。 2.工艺基准 工艺基准是在工艺过程中所使用的基准。工艺过程是一个复杂的过程,按用途不同工艺基准又可分为定位基准、工序基准、测量基准和装配基准。 工艺基准是在加工、测量和装配时所使用的,必须是实在的。然而作为基准的点、线、面有时并不一定具体存在(如孔和外圆的中心线,两平面的对称中心面等),往往通过具体的表面来体现,用以体现基准的表面称为基面。例如图3-1(b) 所示钻套的中心线是通过内孔表面来体现的,内孔表面就是基面。
(a) (b) 图3-1 基准分析 (a) 支承块 (b) 钻套 (1) 定位基准 在加工中用作定位的基准,称为定位基准。它是工件上与夹具定位元件直接接触的点、线或面。如图3-1(a)所示零件,加工平面3和6时是通过平面l和4放在夹具上定位的,所以,平面1和4是加工平面3和6的定位基准;如图3-1(b)所示的钻套,用内孔装在心轴上磨削φ40h6外圆表面时,内孔表面是定位基面,孔的中心线就是定位基准。 定位基准又分为粗基准和精基准。用作定位的表面,如果是没有经过加工的毛坯表面,称为粗基准;若是已加工过的表面,则称为精基准。 (2) 工序基准 在工序图上,用来标定本工序被加工面尺寸和位置所采用的基准,称为工序基准。它是某一工序所要达到加工尺寸(即工序尺寸)的起点。如图3-1(a)所示零件,加工平面3时按尺寸H 2进行加工,则平面l即为工序基准,加工尺寸H 2叫做工序尺寸。 工序基准应当尽量与设计基准相重合,当考虑定位或试切测量方便时也可以与定位基准或测量基准相重合。 (3) 测量基准 零件测量时所采用的基准,称为测量基准。如图3-1(b)所示,钻套以内孔套在心轴上测量外圆的径向圆跳动,则内孔表面是测量基面,孔的中心线就是外圆的测量基准;用卡尺测量尺寸l和L,表面A是表面B、C的测量基准。 (4) 装配基准 装配时用以确定零件在机器中位置的基准,称为装配基准。如图3-1(b)所示的钻套,φ40h6外圆及端面B即为装配基准。 |
 |