|
|
|
|
数控加工切削用量的内容及确定原则 |
|
|
包含因素:主轴转速,背吃刀量,进给量 选择原则: 粗加工时:以提高生产率为主,同时考虑经济性及加工成本 半精及精加工:保证加工质量,兼顾切削效率,经济性及加工成本 背吃刀量:根据机床,夹具,刀具和工件的刚度来决定,在刚度允许条件下,以最少的进给次数,最好一次切净,只留有精加工量 主轴转速:根据机床说明书 进给量:重要参数,f,mm/min,mm.r, 根据零件的加工精度及表面粗糙度要求以及刀具,工件的材料性质,要求高时,进给量选小值,最小进给量受脉冲当量的影响
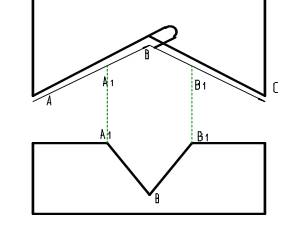
有拐角时,常会产生超程,惯性因素 解决方法: 编程时,在接近拐角前适当降低速度,过拐角后,再逐渐增速,将AB划分成两段,AA1为正常速度,A1B为减速过B1后再恢复到正常进给速度。 |
 |