|
|
|
|
组合表面定位 |
|
|
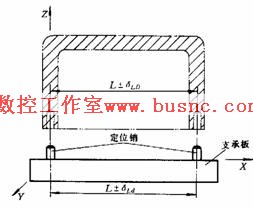
以上所述定位方法,多为以单一表面定位。实际上,工件往往是以两个或两个以上的表面同时定位的,即采取组合定位方式。 组合定位的方式很多,生产中最常用的就是“一面两孔”定位。如加工箱体、杠杆、盖板等。这种定位方式简单、可靠、夹紧方便,易于做到工艺过程中的基准统一,保证工件的相互位置精度。
工件采用一面两孔定位时,定位平面一般是加工过的精基面,两孔可以是工件结构上原有的,也可以是为定位需要专门设置的工艺孔。相应的定位元件是支承板和两定位销。图3-23所示为某箱体镗孔时以一面两孔定位的示意图。支承板限制工件
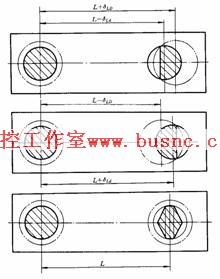
图3-23 一面两孔组合定位 图3-24 削边销的形成 一批工件定位可能出现干涉的最坏情况为:孔心距最大,销心距最小,或者反之。为使工件在两种极端情况下都能装到定位销上,可把定位销2上与工件孔壁相碰的那部分削去,即做成削边销。图3-24所示削边销的形成机理。
为保证削边销的强度,一般多采用菱形结构,故 图3-25 削边销结构 又称为菱形销。图3-25常用削边销结构。 (a) d<3 (b) d=3~50 (c) d>50 安装削边销时,削边方向应垂直于两销的连心线。 其它组合定位方式还有以一孔及其端面定位(齿轮加工中常用),有时还会采用V形导轨、燕尾导轨等组合成形表面作为定位基面。 |
 |