|
|
|
|
|
����Ľṹ�����Է��� ��Ҫ���ǵļ������� |
|
|
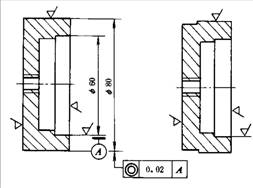
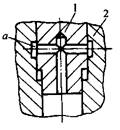
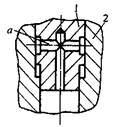
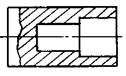
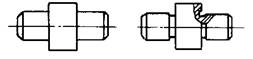
����Ľṹ��������ָ������ʹ�����ܵ�ǰ���£��Ƿ����Խϸߵ������ʺ���͵ijɱ�����ؼӹ����������ԡ�Ϊ�˶���ʡ�ذ�����Ƶ�����ӹ��������ͱ��������Ľṹ�����Խ�����ϸ�ķ�������Ҫ�������¼����档 (1) �����ڴﵽ��Ҫ��ļӹ����� �ٺ���ȷ������ļӹ�������������� �ӹ����������ù������ӹ�����������ɱ������ͻ�Ӱ�������ʹ�����ܣ��ʱ��������������������е����ú�������������ȷ����������ʹ����ӹ���������ɱ��͡� �ڱ�֤λ�þ��ȵĿ����� Ϊ��֤�����λ�þ��ȣ����ʹ�������һ�ΰ�װ�мӹ���������ر��棬���������������������ľ������ﵽ��Ҫ���λ�þ��ȡ���ͼ6(a)��ʾ�Ľṹ�����ܱ�֤��80�L���ڿצ�60�L��ͬ��ȡ���ij�ͼ(b)��ʾ�Ľṹ��������һ�ΰ�װ�мӹ�����Բ���ڿף���֤���ߵ�ͬ��ȡ�
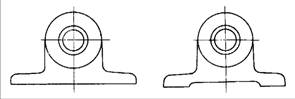
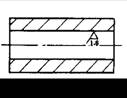
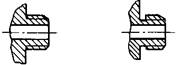
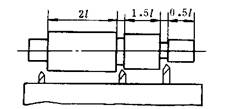
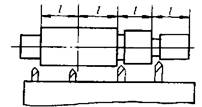
(a) (b) ͼ6 �����ڱ�֤λ�þ��ȵĹ��սṹ (a) ���� (b) ��ȷ (2) �����ڼ��ټӹ��Ͷ��� �پ������ٲ���Ҫ�ļӹ���� ���ټӹ���������ɼ��ٻ�е�ӹ����Ͷ����� ���һ����Լ��ٵ��ߵ���ģ����װ��������ͼ 7(b)�е�����������˵���ļӹ����������������Ĺ���������֤�����ĽӴ���ͼ8(b)�м����˾��ӹ���������ֱ�������ӹ���
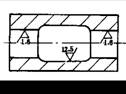
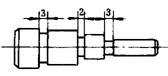
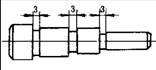
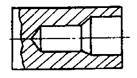
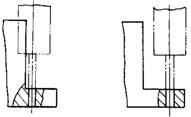
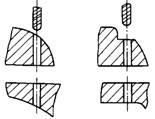
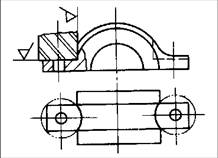
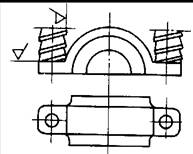
(a) (b) (a) (b) ͼ7 �������������ӹ���� ͼ8 ������ӹ��ķ��� (a) ���� (b) ��ȷ (a) ���� (b) ��ȷ �ھ����������ڱ���ļӹ� ��Ϊ�����ļӹ�Ҫ���ڱ���ӹ����㾭�ã��ֱ��ڲ�������ˣ���������ʱӦ��������������ǻ���мӹ�����ͼ9��ʾ���壬��ͼ(a)�Ľṹ�ij�ͼ(b)��ʾ�Ľṹ�����������ӹ�������һ�������װ�䡣����ͼ10��ʾ����ͼ(a)�м�2�ϵ��ڹ���a�ӹ����ij�ͼ(b)�м�1����ۼӹ��������ӹ�������Ͷ��ܷ��㡣 (3) ����������Ͷ������� ��������йسߴ�Ӧ����һ�£������ñ����ӹ�����ͼ11(b)�и�Ϊ�˵��۳ߴ�һ�£�������˵��ߵ����࣬��ʡ�˻���ʱ�䡣��ͼ12(b)����̨�߶ȵȸߣ�������˼ӹ������е��ߵĵ�������ͼ13(b)�Ľṹ���ܲ��ñ���ͷ��ף��Ӷ������˼ӹ��� �ڼ�������İ�װ���� ����ļӹ�����Ӧ�����ֲ���ͬһ������ƽ�л��� ��ֱ�ı����ϣ���Ҫ����Ӧ����������Ҫ����ֲ���ͬһ�����ϣ��Ա��ڼӹ���Ҫ����ʱ��
(a) (b) (a) (b) ͼ9 ���ڱ���ת��Ϊ�����ӹ� ͼ10 ���ڹ���ת��Ϊ��ۼӹ� (a) ���� (b) ��ȷ (a) ���� (b) ��ȷ
(a) (a) (a)
(b) (b) (b) ͼ11 �˵��۳ߴ�һ�� ͼ12 ̨�߶���� ͼ13 ���ڲ��ñ���ͷ (a) ���� (b) ��ȷ (a) ���� (b) ��ȷ (a) ���� (b) ��ȷ ͬʱ����Ҫ����Ҳ�ӹ��������˵ļӹ�����ӦΪԲ��̨����ף��Ա��ڼӹ���ʱͬʱ��̨�����ȫ���������磺ͼ14(b)�е������Ӧһ�£�ͼ15(b)�м��۵ķ�λӦһ�¡�
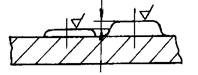
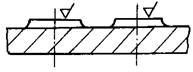
(a) (b) (a) (b) ͼ14 �����һ�� ͼ15 ���۷�λһ�� (a) ���� (b) ��ȷ (a) ���� (b) ��ȷ ������ĽṹӦ���ڼӹ� ��ͼ16(b)��17(b)��ʾ�������˵��ۡ�Խ�̲ۣ������˵���(ɰ��)��ĥ��ͼ18(b)�Ľṹ�������������ߣ��Ӷ���֤�˼ӹ��Ŀ����ԡ� �ܱ�����б���������ͷ�������� ��ͼ19(b)��ʾ������������ͷ��������������ʹ���������б���۶���ͷ��
(a) (b) (a) (b) ͼ16 Ӧ����Խ�̲� ͼ17 Ӧ�����˵��� (a) ���� (b) ��ȷ (a) ���� (b) ��ȷ
(a) (b) (a) (b) 18 ��ͷӦ�ܽӽ��ӹ����� ͼ19 ������б���������ͷ�������� (a) ���� (b) ��ȷ (a) ���� (b) ��ȷ �����ڶ൶�����ӹ� ��ͼ20(b)��ʾ��Ϊ��Ӧ�൶�ӹ�����������γ���Ӧ���ƻ����������ֱ���ߴ�Ӧ��ͬһ���������ݼ����Ա�������ߡ������ƵĽṹҪ���ڶ���ӹ�����ͼ21��ʾ��ͼ(b)�ṹ�ɽ�ë�����г��б��ڶ�������ӹ���
(a) (b) ͼ20 ���ڶ൶�ӹ� (a) ���� (b) ��ȷ
(a) (b) ͼ21 ���ڶ�������ӹ� (a) ���� (b) ��ȷ |
| �� |
 |