立体曲面轮廓的加工,根据曲面形状、刀具形状(球状、柱状、端齿)以及精度要求采用不同的铣削方法,如:二轴半、三轴、四轴、五轴等插补联动加工。
下面介绍两坐标联动的三坐标加工
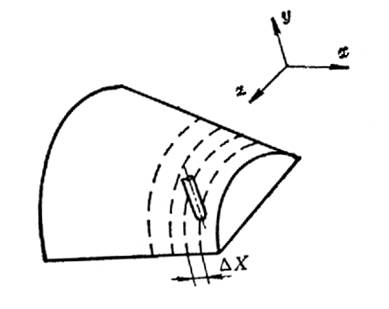
图0
曲面行切法
x、y、z三轴中任意二轴作插补联动,第三轴作单独的周期进刀,常称二轴半或2.5坐标联动。如图0,在XYZ坐标系,用YOZ平面将X向分成若干段,圆头铣刀沿YOZ平面所截的曲线进行铣削,每一段曲线加工完后,第三轴单独进给⊿X,再加工另一相邻曲线,如此依次切削即可加工出整个曲面。由于是一个个窄截面的加工。故称“行切法”。根据被加工零件的精度要求、表面粗糙度及刀头不干涉相邻表面的原则选取⊿X。行切法加工所用的刀具通常是采用球头铣刀,用这种刀具加工曲面,不易干涉毗邻表面,计算比较简单,用于形状不太复杂精度要求不高的曲面加工。球头铣刀的刀头半径应选得大些,有利于提高加工表面粗糙度、增加刀具刚度、散热等。但刀头半径应小于曲面的最小曲率半径。
由于2.5坐标联动加工的刀心轨迹为平面曲线,故编程计算较为简单,数控系统逻辑装置也不复杂,常用于曲率变化不大及精度要求不高的粗加工。
