|
|
|
|
|
测量磨削(定尺寸磨削)简介 |
|||||
|
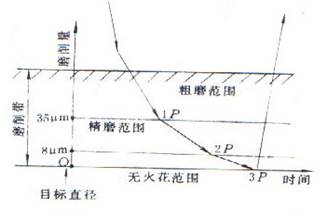
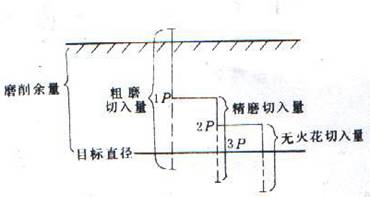
测量磨削,也称定尺寸磨削。它的特点是,考虑编程所设原点与实际磨削原点,通过选定的测量部分直径的坐标值,使每个工件测量部分磨削后的直径,基本保持一致,可有效地防止间接测量产生的累积误差。 (1)测量磨削装置 外径测量装置是在磨削过程中对工件的尺寸进行直接测量,并将结果转变为电信号,当达到设定尺寸时,发出电信号来控制砂轮头的退出。在磨削开始前应精确地设定外径尺寸到0点,并设定好发出信号的尺寸位置。图7-8表示的是测量磨削过程,1P、2P信号点为进给率控制点,3P信号点为0点,即精确尺寸点。 该图中进给过程线的斜率越大,进给速率越大。 对于测量磨削,编程时所编进给率的转换位置,由测量仪表发出的信号控制,所以编程的切深可以不是很精确的。图9表示出粗磨、精磨和无火花磨削的切入量和剩余运动量。各测量设定信号,应在各指令切入值的中途发出,这样下一个程序段才能被启动。
(2)实际“测量磨削”程序 一般采用跳跃机能(G31)或(/)来编程。测量头在工件氧化皮磨掉后再进到测量位置较好。 |
 |