|
|
|
|
|
横向磨削加工数控程序举例 |
|
|
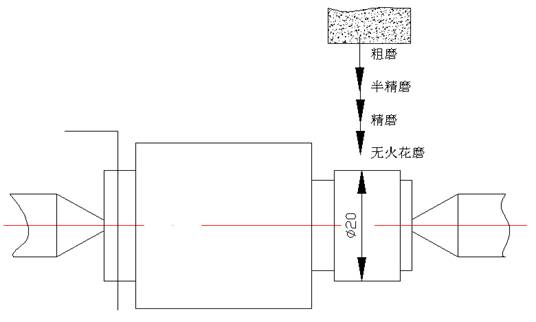
在需要磨削部分轴向尺寸小于砂轮宽度时,采用横向磨削的方法,一次切人完成粗磨、半精磨和精磨,整个磨削过程只有X轴运动,如图1所示,其横向磨削部分程序如下: N10 GO X20.6 (快速趋近定位) N20 G1 G99 X20.35 P0.1(空磨,P0.1表示切入速度) N30 X20.18 FO.01(粗磨) N40 X20.02 FO.006(半精磨) N50 X20.0 FO.002(精磨) N60 G4 U3.0 (无进给磨削) N70 GO X30.0 (快速退回) 其中GO快速趋近定位取值方法如下: 公称直径+磨削余量+黑皮厚+0.2~0.3㎜
图1 横向磨削 |
 |