|
|
|
|
数控加工零件的工艺性分析 |
|
|
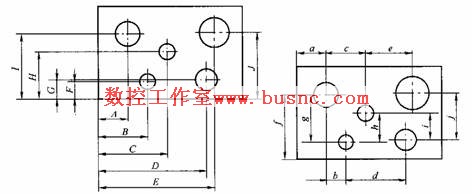
对数控加工零件的工艺性分析,主要包括产品的零件图样分析和结构工艺性分析两部分。其中4.1.1所述“零件图的审查”内容同样适用于数控加工。 (1) 零件图样分析 ①零件图上尺寸标注方法应适应数控加工的特点,如图4-30(a)所示,在数控加工零件图上,应以同一基准标注尺寸或直接给出坐标尺寸。这种标注方法既便于编程,也便于尺寸之间的相互协调,又有利于设计基准、工艺基准、测量基准和编程原点的统一。零件设计人员在尺寸标注时,一般总是较多地考虑装配等使用特性,因而常采用如图4-30(b)所示的局部分散的标注方法,这样就给工序安排和数控加工带来诸多不便。由于数控加工精度和重复定位精度都很高,不会因产生较大的累积误差而破坏零件的使用特性,因此,可将局部的分散标注法改为同一基准标注或直接标注坐标尺寸。
(a) (b) 图4-30 零件尺寸标注分析 (a) 同基准标注 (b) 分散标注 ②分析被加工零件的设计图纸,根据标注的尺寸公差和形位公差等相关信息,将加工表面区分为重要表面和次要表面,并找出其设计基准,进而遵循基准选择的原则,确定加工零件的定位基准,分析零件的毛坯是否便于定位和装夹,夹紧方式和夹紧点的选取是否会有碍刀具的运动,夹紧变形是否对加工质量有影响等。为工件定位、安装和夹具设计提供依据。 ③构成零件轮廓的几何元素(点、线、面)的条件(如相切、相交、垂直和平行等),是数控编程的重要依据。手工编程时,要依据这些条件计算每一个节点的坐标;自动编程时,则要根据这些条件对构成零件的所有几何元素进行定义,无论哪一个条件不明确,都会导致编程无法进行。因此,在分析零件图样时,务必要分析几何元素的给定条件是否充分,发现问题及时与设计人员协商解决。 (2) 零件的结构工艺性分析 ①零件的内腔与外形应尽量采用统一的几何类型和尺寸,这样可以减少刀具规格和换刀次数,方便编程,提高生产效益。 ②内槽圆角的大小决定着刀具直径的大小,所以内槽圆角半径不应太小。对于图4-31所示零件,其结构工艺性的好坏与被加工轮廓的高低、转角圆弧半径的大小等因素有关。图(b)与(a)相比,转角圆弧半径R大,可以采用直径较大的立铣刀来加工;加工平面时,进给次数也相应减少,表面加工质量也会好一些,因而工艺性较好。反之,工艺性较差。通常R<0.2H(H为被加工工件轮廓面的最大高度)时,可以判定零件该部位的工艺性不好。 ③零件铣槽底平面时,槽底圆角半径r不要过大。如图4-32所示,铣刀端面刃与铣削平面的最大接触直径d=D-2r(D为铣刀直径),当D一定时,r越大,铣刀端面刃铣削平面的面积越小,加工平面的能力就越差,效率越低,工艺性也越差。当r大到一定程度时,甚至必须用球头铣刀加工,这是应该尽量避免的。
(a) (b) 图4-31 内槽结构工艺性 图4-32 零件底面圆弧半径对工艺性的影响 ④应尽可能在一次装夹中完成所有能加工表面的加工,为此要选择便于各个表面都能加工的定位方式;若需要二次装夹,应采用统一的基准定位。在数控加工中若没有统一的定位基准,会因工件重新安装产生定位误差,从而使加工后的两个面上的轮廓位置及尺寸不协调,因此,为保证二次装夹加工后其相对位置的准确性,应采用统一的定位基准。 |
 |