|
|
|
|
|
�����������ͼֽ���շ��������س��ӹ����ƶ� |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
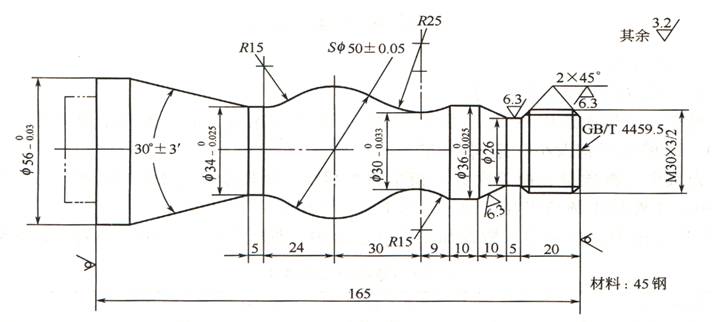
�������������ͼ27��ʾ���������Ϊ45�֣����ȴ�����Ӳ��Ҫ���ԶԸ�����������س������շ����� �� �� �� �� ��
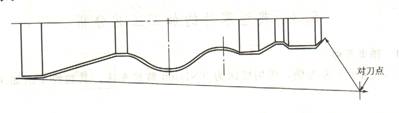
��1�����ͼ���շ��� �����������Բ����Բ��˳Բ������Բ�������Ƶȱ�����ɡ����ж��ֱ���ߴ��н��ϵijߴ羫�Ⱥͱ���ֲڶȵ�Ҫ������S��50�L�ijߴ繫����п��Ƹ�������״�����������������á��ߴ��ע��������������������������Ϊ45�֣����ȴ�����Ӳ��Ҫ�� ͨ�������������ɲ������¼��㹤�մ�ʩ�� �ٶ�ͼ���ϸ����ļ�������Ҫ��ϸߵijߴ磬���乫����ֵ��С���ʱ��ʱ����ȡƽ��ֵ����ȫ��ȡ������ߴ缴�ɡ� �������������ϣ�������ΪԲ������������Ϊ�ȹ������ָı����������������ߣ�����ڼӹ�ʱӦ���л�е��϶�������Ա�֤�������ߵ�ȷ�ԡ� ��Ϊ����װ�У��������ӦԤ�ȳ����гֲ��֣�˫�㻭�߲��֣����Ҷ���ҲӦ�ȴֳ�����������Ŀס�ë��ѡ��60�L���ϡ� ��2��ѡ���豸 ���ݱ��ӹ���������κͲ��ϵ�������ѡ��TND360���س����� ��3��ȷ������Ķ�λ����װ�з�ʽ �ٶ�λ�� ȷ���������ߺ���˴���棨��ƻ���Ϊ��λ���� ��װ�з��� ��˲�����צ�Զ��Ŀ��̶��ļн����Ҷ˲��û����֧�е�װ�з�ʽ�� ��4��ȷ���ӹ�˳����·�� �ӹ�˳���ɴֵ������ɽ���Զ�����ҵ���ԭ��ȷ�������ȴ��ҵ�����дֳ�����0.25�L������������Ȼ����ҵ�����о�������������ơ� TND360���س������дֳ�ѭ���ͳ�����ѭ�����ܣ�ֻҪ��ȷʹ�ñ��ָ���������ϵͳ�ͻ��Զ�ȷ�������·�ߣ���ˣ�������Ĵֳ�ѭ���ͳ�����ѭ������Ҫ��Ϊȷ�������·�ߣ��������Ľ���·����Ҫ��Ϊȷ��������������ҵ����������������������������ͼ28��ʾ��
��5������ѡ�� ��ѡ�æ�5�L�������������Ŀס�
�ڴֳ���ƽ����ѡ��900Ӳ�ʺϽ���ƫ����Ϊ��ֹ�������빤���������棨������ͼ�����飩����ƫ�Dz���̫С��ѡ�� �۾���ѡ��900Ӳ�ʺϽ���ƫ����������ѡ��Ӳ�ʺϽ�600�����Ƴ���������Բ���뾶ӦС��������СԲ�ǰ뾶��ȡr��=0.15��0.2�L�� ����ѡ���ĵ��߲����������ؼӹ����߿�Ƭ�У�����7�����Ա��̺Ͳ��������� ��7 ���ؼӹ����߿�Ƭ
��6����������ѡ�� �ٱ��Ե�����ѡ�� �����ֳ�ѭ��ʱѡap=3 �L������ap=0.25�L�����ƴֳ�ʱѡap= 0.4 �L�����٣�����ap=0.1�L�� ������ת�ٵ�ѡ�� ��ֱ�ߺ�Բ��ʱ�����6ѡ�ֳ������ٶ�vc=90m/min�����������ٶ�vc=120m/min��Ȼ�����ù�ʽvc=��dn/1000��������ת��n���ֳ�ֱ��D=60 �L����������ֱ��ȡƽ��ֵ�����ֳ�500r/min������1200 r/min��������ʱ������ʽ��1����������ת��n =320 r/min. �۽����ٶȵ�ѡ�� ���2-4����2-5ѡ��ֳ�������ÿת���������ٸ��ݼӹ���ʵ�����ȷ���ֳ�ÿת������Ϊ0.4�L/r������ÿת������Ϊ0.15�L/r�������ݹ�ʽvf = nf����ֳ������������ٶȷֱ�Ϊ200 �L /min��180 �L/min�� �ۺ�ǰ������ĸ������ݣ������������8��ʾ�����ؼӹ����տ�Ƭ���˱��DZ��Ƽӹ��������Ҫ���ݺͲ�����Ա������س���������ؼӹ���ָ�����ļ�����Ҫ���ݰ���������˳�������ݡ����������õĵ������������ȡ� ��8 ��������������ؼӹ����տ�Ƭ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �� |
 |