|
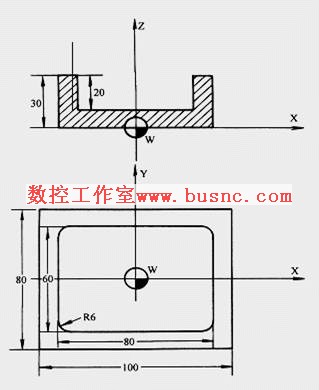
如图内轮廓型腔零件图,采用寻边器对刀,其详细步骤如下:
(
1
)
X
、
Y
向对刀
①将工件通过夹具装在机床工作台上,装夹时,工件的四个侧面都应留出寻边器的测量位置。
②快速移动工作台和主轴,让寻边器测头靠近工件的左侧;
③改用微调操作,让测头慢慢接触到工件左侧,直到寻边器发光,记下此时机床坐标系中的
X
坐标值,
如
-310.300
;
④抬起寻边器至工件上表面之上,快速移动工作台和主轴,让测头靠近工件右侧;
⑤改用微调操作,让测头慢慢接触到工件左侧,直到寻边器发光,记下此时机械坐标系中的
X
坐标值,如
-200.300
;
⑥若测头直径为
10mm
,则工件长度为
-200.300-(-310.300)-10=100
,据此可得工件坐标系原点
W
在机床坐标系中的
X
坐标值为
-310.300+100/2+5= -255.300
;
⑦同理可测得工件坐标系原点
W
在机械坐标系中的
Y
坐标值。
(
2
)
Z
向对刀
①卸下寻边器,将加工所用刀具装上主轴;
②将
Z
轴设定器(或固定高度的对刀块,以下同)放置在工件上平面上;
③快速移动主轴,让刀具端面靠近
Z
轴设定器上表面;
④改用微调操作,让刀具端面慢慢接触到
Z
轴设定器上表面,直到其指针指示到零位;
⑤记下此时机床坐标系中的
Z
值,如
-250.800
;
⑥若
Z
轴设定器的高度为
50mm
,则工件坐标系原点
W
在机械坐标系中的
Z
坐标值为
-250.800-50-(
30-20)=-310.800
。
(
3
)将测得的
X
、
Y
、
Z
值输入到机床工件坐标系存储地址中(
一般使用
G54-G59
代码存储对刀参数
)。
4、注意事项
在对刀操作过程中需注意以下问题:
(
1
)根据加工要求采用正确的对刀工具,控制对刀误差;
(
2
)在对刀过程中,可通过改变微调进给量来提高对刀精度;
(
3
)对刀时需小心谨慎操作,尤其要注意移动方向,避免发生碰撞危险;
(
4
)对刀数据一定要存入与程序对应的存储地址,防止因调用错误而产生严重后果。
二、刀具补偿值的输入和修改
根据刀具的实际尺寸和位置,将刀具半径补偿值和刀具长度补偿值输入到与程序对应的存储位置。
需注意的是,补偿的数据正确性、符号正确性及数据所在地址正确性都将威胁到加工,从而导致撞车危险或加工报废。 |
