|
|
|
|
加工余量的概念举例说明 |
|
|
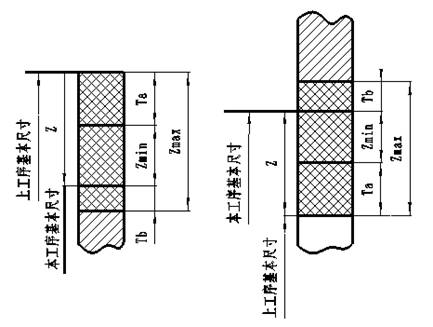
加工余量是指加工过程中所切去的金属层厚度。余量有总加工余量和工序余量之分。由毛坯转变为零件的过程中,在某加工表面上切除金属层的总厚度,称为该表面的总加工余量(亦称毛坯余量);一般情况下,总加工余量并非一次切除,而是分在各工序中逐渐切除,故每道工序所切除的金属层厚度称为该工序加工余量(简称工序余量)。工序余量是相邻两工序的工序尺寸之差,毛坯余量是毛坯尺寸与零件图样的设计尺寸之差。数控工作室 由于工序尺寸有公差,故实际切除的余量大小不等。图1表示工序余量与工序尺寸的关系。由图可知,工序余量的基本尺寸(简称基本余量或公称余量)Z可按下式计算 对于被包容面: Z=上工序基本尺寸―本工序基本尺寸 对于包容面: Z=本工序基本尺寸―上工序基本尺寸
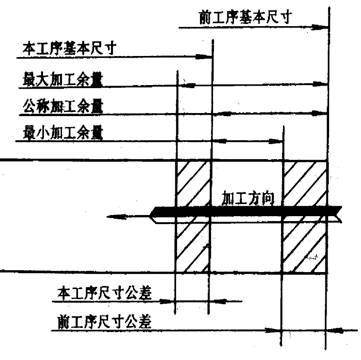
(a) (b) 图1 工序余量与工序尺寸及其公差的关系 (a)被包容面(轴) (b)包容面(孔) 为了便于加工,工序尺寸都按“入体原则”标注极限偏差,即被包容面的工序尺寸取上偏差为零;包容面的工序尺寸取下偏差为零。毛坯尺寸则按双向布置上、下偏差。 工序余量和工序尺寸及其公差的计算公式: Z=Zmin+Ta (1) Zmax=Z+Tb= Zmin+Ta +Tb (2) 式中 Zmin――最小工序余量; Zmax――最大工序余量; Ta――上工序尺寸的公差; Tb――本工序尺寸的公差。 由于毛坯尺寸、零件尺寸和各道工序的工序尺寸都存在误差,所以无论是总加工余量,还是工序加工余量都是一个变动值,出现了最大和最小加工余量,它们与工序尺寸及其公差的关系可用图2说明。数控工作室www.busnc.com 由图可以看出,公称加工余量为前工序和本工序尺寸之差,最小加工余量为前工序尺寸的最小值和本工序尺寸的最大值之差;最大加工余量为前工序尺寸的最大值和本工序尺寸的最小值之差。工序加工余量的变动范围(最大加工余量与最小加工余量之差)等于前工序与本工序的工序尺寸公差之和。
图2 工序加工余量及其公差 |
 |