|
|
|
|
影响加工余量的因素 |
|||||
|
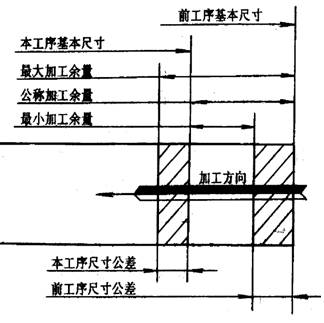
在确定工序的具体内容时,其工作之一就是合理地确定工序加工余量。加工余量的大小对零件的加工质量和制造的经济性均有较大的影响。加工余量过大,必然增加机械加工的劳动量、降低生产率;增加原材料、设备、工具及电力等的消耗。加工余量过小,又不能确保切除上工序形成的各种误差和表面缺陷,影响零件的质量,甚至产生废品。由图1可知,工序加工余量(公称值,以下同)除可用相邻工序的工序尺寸表示外,还可以用另外—种方法表示,即:工序加工余量等于最小加工余量与前工序工序尺寸公差之和。因此,在讨论影响加工余量的因素时,应首先研究影响最小加工余量的因素。
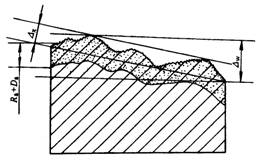
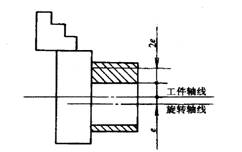
图1 工序加工余量及其公差 影响最小加工余量的因素较多,现将主要影响因素分单项介绍如下。 (1)前工序形成的表面粗糙度和缺陷层深度(Ra和Da) 为了使工件的加工质量逐步提高,一般每道工序都应切到待加工表面以下的正常金属组织,将上道工序形成的表面粗糙度和缺陷层切掉。 (2)前工序形成的形状误差和位置误差(△x和△w) 当形状公差、位置公差和尺寸公差之间的关系是独立原则时,尺寸公差不控制形位公差。此时,最小加工余量应保证将前工序形成的形状和位置误差切掉。 以上影响因素中的误差及缺陷,有时会重叠在一起,如图2所示,图中的△x为平面度误差、△w为平行度误差,但为了保证加工质量,可对各项进行简单叠加,以便彻底切除。 上述各项误差和缺陷都是前工序形成的,为能将其全部切除,还要考虑本工序的装夹误差εb的影响。如图3所示,由于三爪自定心卡盘定心不准,使工件轴线偏离主轴旋转轴线e值,造成加工余量不均匀,为确保将前工序的各项误差和缺陷全部切除,直径上的余量应增加2e。装夹误差εb的数量,可在求出定位误差、夹紧误差和夹具的对定误差后求得。
综上所述,影响工序加工余量的因素可归纳为下列几点:: ●前工序的工序尺寸公差(Ta)。 ●前工序形成的表面粗糙度和表面缺陷层深度(Ra+Da)。 ●前工序形成的形状误差和位置误差(△x、△w)。 ●本工序的装夹误差(εb)。 |
 |