|
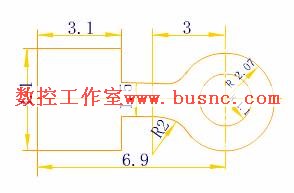
编制加工图6.34所示凸凹模(图示尺寸是根据刃口尺寸公差及凸凹模配合间隙计算出的平均尺寸)的数控线切割程序。电极丝直径为φ0.1mm的钼丝,单面放电间隙为0.01mm。
下面主要就工艺计算和程序编制进行讲述。
1、确定计算坐标系
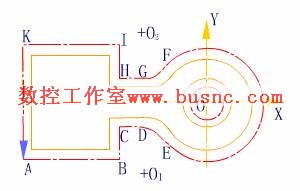
由于图形上、下对称,孔的圆心在图形对称轴上,圆心为坐标原点(如图6.35)。因为图形对称于X轴,所以只需求出X轴上半部(或下半部)钼丝中心轨迹上各段的交点坐标值,从而使计算过程简化。
|
|
|
图6.34
凸凹模 |
|
|
|
图6.35凸凹模编程示意图 |
2、确定补偿距离
补偿距离为:
ΔR=(0.1/2+0.01)mm=0.06mm
钼丝中心轨迹,如图6.35中双点划线所示。
3、计算交点坐标
将电极丝中心点轨迹划分成单一的直线或圆弧段。
求E点的坐标值:因两圆弧的切点必定在两圆弧的连心线OO1上。直线OO1的方程为Y=(2.75/3)X。故可求得E点的坐标值X、Y为
X=-1.570mm
Y=-1.493mm
其余各点坐标可直接从图形中求得到,见表6.11。
切割型孔时电极丝中心至圆心O的距离(半径)为
R=(1.1-0.06)mm=1.04mm
表6.11――凸凹模轨迹图形各段交点及圆心坐标
|
交点 |
X |
Y |
交点 |
X |
Y |
圆心 |
X |
Y |
|
B |
-3.74 |
-2.11 |
G |
-3 |
0.81 |
O1 |
-3 |
-2.75 |
|
C |
-3.74 |
-0.81 |
H |
-3 |
0.81 |
O2 |
-3 |
-2.75 |
|
D |
-3 |
-0.81 |
I |
-3.74 |
2.11 |
|
|
|
|
E |
-1.57 |
-1.4393 |
K |
-6.96 |
2.11 |
|
|
|
4、编写程序单
切割凸凹模时,不仅要切割外表面,而且还要切割内表面,因此要在凸凹模型孔的中心O处钻穿丝孔。先切割型孔,然后再按B→C→D→E→F→G→H→I→K→A→B的顺序切割。
(1)3B格式切割程序单见表6.12所示。
表6.12――凸凹模线切割程序
|
序号 |
B |
X |
B |
Y |
B |
J |
G |
Z |
说明 |
|
1 |
B |
|
B |
|
B |
001040 |
Gx |
L3 |
穿丝切割 |
|
2 |
B |
1040 |
B |
|
B |
004160 |
Gy |
SR2 |
|
|
3 |
B |
|
B |
|
B |
001040 |
Gx |
L1 |
|
|
4 |
|
|
|
|
|
|
|
D |
拆卸钼丝 |
|
5 |
B |
|
B |
|
B |
013000 |
Gy |
L4 |
空走 |
|
6 |
B |
|
B |
|
B |
003740 |
Gx |
L3 |
空走 |
|
7 |
|
|
|
|
|
|
|
D |
重新装上钼丝 |
|
8 |
B |
|
B |
|
B |
012190 |
Gy |
L2 |
切入并加工BC段
|
|
9 |
B |
|
B |
|
B |
000740 |
Gx |
L1 |
|
|
10 |
B |
|
B |
1940 |
B |
000629 |
Gy |
SR1 |
|
|
11 |
B |
1570 |
B |
1439 |
B |
005641 |
Gy |
NR3 |
|
|
12 |
B |
1430 |
B |
1311 |
B |
001430 |
Gx |
SR4 |
|
|
13 |
B |
|
B |
|
B |
000740 |
Gx |
L3 |
|
|
14 |
B |
|
B |
|
B |
001300 |
Gy |
L2 |
|
|
15 |
B |
|
B |
|
B |
003220 |
Gx |
L3 |
|
|
16 |
B |
|
B |
|
B |
004220 |
Gy |
L4 |
|
|
17 |
B |
|
B |
|
B |
003220 |
Gx |
L1 |
|
|
18 |
B |
|
B |
|
B |
008000 |
Gy |
L4 |
退出 |
|
19 |
|
|
|
|
|
|
|
D |
加工结束 |
(2)ISO格式切割程序单如下:
H000=+00000000
H001=+00000110;
H005=+00000000;T84
T86 G54 G90 G92X+0Y+0U+0V+0;
C007;
G01X+100Y+0;G04X0.0+H005;
G41H000;
C007;
G41H000;
G01X+1100Y+0;G04X0.0+H005;
G41H001;
G03X-1100Y+0I-1100J+0;G04X0.0+H005;
X+1100Y+0I+1100J+0;G04X0.0+H005;
G40H000G01X+100Y+0;
M00;
//取废料
C007;
G01X+0Y+0;G04X0.0+H005;
T85 T87;
M00;
//拆丝
M05G00X-3000;
//空走
M05G00Y-2750;
M00;
//穿丝
H000=+00000000
H001=+00000110;
H005=+00000000;T84
T86 G54 G90 G92X-2500Y-2000U+0V+0;
C007;
G01X-2801Y-2012;G04X0.0+H005;
G41H000;
C007;
G41H000;
G01X-3800Y-2050;G04X0.0+H005;
G41H001;
X-3800Y-750;G04X0.0+H005;
X-3000Y-750;G04X0.0+H005;
G02X-1526Y-1399I+0J-2000;G04X0.0+H005;
G03X-1526Y+1399I+1526J+1399;G04X0.0+H005;
G02X-3000Y+750I-1474J+1351;G04X0.0+H005;
G01X-3800Y+750;G04X0.0+H005;
X-3800Y+2050;G04X0.0+H005;
X-6900Y+2050;G04X0.0+H005;
X-6900Y-2050;G04X0.0+H005;
X-3800Y-2050;G04X0.0+H005;
G40H000G01X-2801Y-2012;
M00;
C007;
G01X-2500Y-2000;G04X0.0+H005;
T85 T87 M02;
//程序结束
(:: The Cuting
length= 37.062133 MM ); //切割总长 |
