|
|
|
|
|
数控编程 刀具半径补偿指令G40 G41 G42 |
||||||||||||||||||||||||||||||||||||||||
|
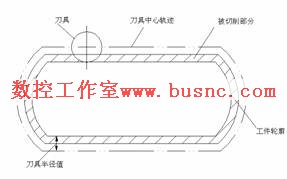
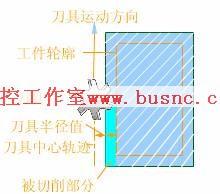
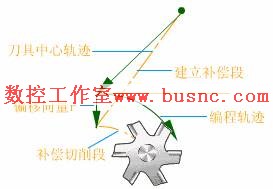
图1.28 刀具半径补偿 1、编程格式 G41为左偏刀具半径补偿,定义为假设工件不动,沿刀具运动方向向前看,刀具在零件左侧的刀具半径补偿,见图1.29。
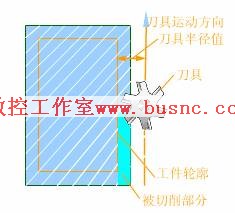
图1.29 左偏刀具半径补偿 G42为右偏刀具半径补偿,定义为假设工件不动,沿刀具运动方向向前看,刀具在零件右侧的刀具 半径补偿,见图1.30。G40 为补偿撤消指令。
程序格式: G00/G01 G41/G42 X~ Y~ H~ //建立补偿程序段
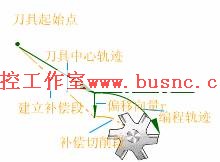
…… G00/G01 G40 X~ Y~ //补偿撤消程序段 其中: G41/G42程序段中的X、Y值是建立补偿直线段的终点坐标值; G40程序段中的X、Y值是撤消补偿直线段的终点坐标; H为刀具半径补偿代号地址字,后面一般用两位数字表示代号,代号与刀具半径值一一对应。刀具半径值可用CRT/MDI方式输入,即在设置时,H~ = R。如果用H00也可取消刀具半径补偿。 2、工作过程 图1.31~图1.33表示的刀具半径补偿的工作过程。其中,实线表示编程轨迹;点划线表示刀具中心轨迹;r等于刀具半径,表示偏移向量。 (1)刀具半径补偿建立时,一般是直线且为空行程,以防过切。以G42为例,其刀具半径补偿建立见图1.33。
(2)刀具半径补偿一般只能平面补偿,其补偿运动情况见图1.32。
(3)刀具半径补偿结束用G40撤销,撤销时同样要防止过切,如图1.33。
(4)注意:
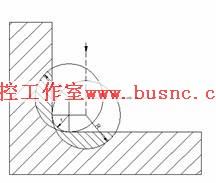
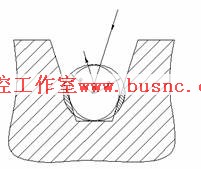
1)建立补偿的程序段,必须是在补偿平面内不为零的直线移动。 2)建立补偿的程序段,一般应在切入工件之前完成。 3)撤销补偿的程序段,一般应在切出工件之后完成。 3、刀具半径补偿量的改变 一般刀具半径补偿量的改变,是在补偿撤销的状态下重新设定刀具半径补偿量。如果在已补偿的状态下改变补偿量,则程序段的终点是按该程序段所设定的补偿量来计算的。如图1.34所示。 4、刀具半径补偿量的符号 一般刀具半径补偿量的符号为正,若取为负值时,会引起刀具半径补偿指令G41与G42的相互转化。 5、过切 通常过切有以下两种情况: (1)刀具半径大于所加工工件内轮廓转角时产生的过切,如图1.35所示。 (2)刀具直径大于所加工沟槽时产生的过切,如图1.36所示。
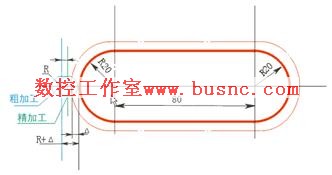
6、刀具半径补偿的其它应用 应用刀具半径补偿指令加工时,刀具的中心始终与工件轮廓相距一个刀具半径距离。当刀具磨损或刀具重磨后,刀具半径变小,只需在刀具补偿值中输入改变后的刀具半径,而不必修改程序。在采用同一把半径为R的刀具,并用同一个程序进行粗、精加工时,设精加工余量为△,则粗加工时设置的刀具半径补偿量为R+△,精加工时设置的刀具半径补偿量为R,就能在粗加工后留下精加工余量△,然后,在精加工时完成切削。运动情况见图1.37。
|
||||||||||||||||||||||||||||||||||||||||
 |