|
|
|
|
|
数控编程 刀具长度补偿指令G43 G44 G49 |
|||
|
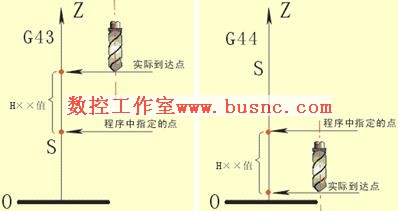
使用刀具长度补偿指令,在编程时就不必考虑刀具的实际长度及各把刀具不同的长度尺寸。加工时,用MDI方式输入刀具的长度尺寸,即可正确加工。当由于刀具磨损、更换刀具等原因引起刀具长度尺寸变化时,只要修正刀具长度补偿量,而不必调整程序或刀具。 G43 为正补偿,即将Z坐标尺寸字与H代码中长度补偿的量相加,按其结果进行Z轴运动。 G44 为负补偿,即将Z坐标尺寸字与H中长度补偿的量相减,按其结果进行Z轴运动。 G49为撤消补偿。 编程格式为: G01 G43/G44 Z H // 建立补偿程序段 …… // 切削加工程序段 …… G49 // 补偿撤消程序段 例:图1.38中左图所对应的程序段为 G01 G43 Zs H~ 图1.38中右图所对应的程序段为 G01 G44 Zs H~ 其中: S 为Z向程序指令点; H~ 的值为长度补偿量,即H~ =△。 H 刀具长度补偿代号地址字,后面一般用两位数字表示代号,代号与长度补偿量一一对应。刀具长度补偿量可用CRT/MDI方式输入。如果用H00则取消刀具长度补偿。
|
 |