|
|
|
|
刀具半径补偿加工外轮廓编程举例 |
||
|
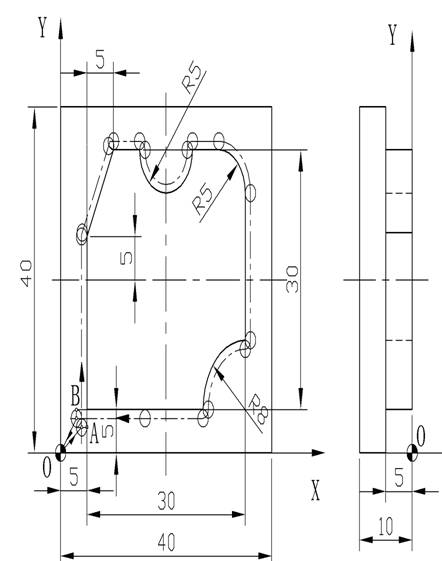
例1:加工图所示外轮廓,用刀具半径补偿指令编程。
外轮廓采用刀具半径左补偿,为了提高表面质量,保证零件曲面的平滑过渡,刀具沿零件轮廓延长线切入与切出。O→A为刀具半径左补偿建立段,A点为沿轮廓延长线切入点,B→O为刀具半径补偿取消段,B点为沿轮廓延长线切出点。数控程序如下: O1: G90G54G00Z100.0S800M03; X0Y0; Z5.0; G01Z-5.0F100; G41X5.0Y3.0F120D31; Y25.0; X10.0Y35.0; X15.0; G03X25.0R5.0; G01X30.0; G02X35.0Y30.0R5.0; G01Y13.0; G03X27.0Y5.0R8.0; G01X3.0; G40X0Y0; G00Z100.0; M05; M30; 说明:1)D代码必须配合G41或G42指令使用,D代码应与G41或G42指令在同一程序段给出,或者可以在G41或G42指令之前给出,但不得在G41或G42指令之后; 2)D代码是刀具半径补偿号,其具体数值在加工或试运行之前以设定在刀具半径补偿存储器中; 3)D代码是模态代码,具有继承性。 |
 |