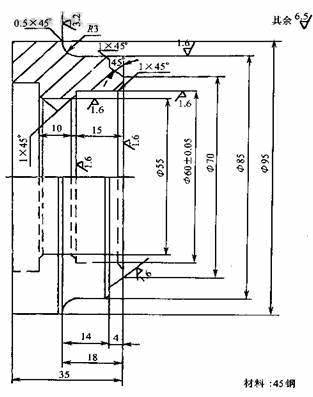
��ͼ��ʾ����Բ�̹���������Ϊ45�֣����������س������ա�
1�����ͼ���շ���
��ͼ��ʾ��������������ڵ��͵��������������Ϊ45�֣���ѡ��Բ��Ϊë����Ϊ��֤�ڽ������ؼӹ�ʱ�����ܿɿ��Ķ�λ���������ؼӹ�ǰ�������桢��95�L��Բ�ӹ���ͬʱ����55�L�ڿ�����53�L�ס�
2��ѡ���豸
���ݱ��ӹ���������κͲ��ϵ�������ѡ��Vturn-20�����س�����
3��ȷ������Ķ�λ����װ�з�ʽ
��1�����
���Ѽӹ�������95�L��Բ�������Ϊ���ջ���
��2��װ�з���
������צ�Զ��Ŀ����Զ��ļн���
4���ƶ��ӹ�����
����ͼ��Ҫ��ë����ǰ������ӹ������ȷ�����շ������ӹ�·�ߡ�
����˳��
��1���ֳ���Բ������
��2���ֳ��ڿ�
��3������������������
��4�������ڿ�
����Բ��
5������ѡ��λ��
ѡ����λ����ͼ��
�������
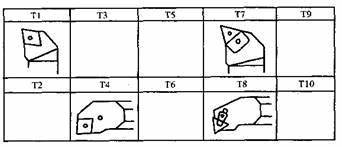
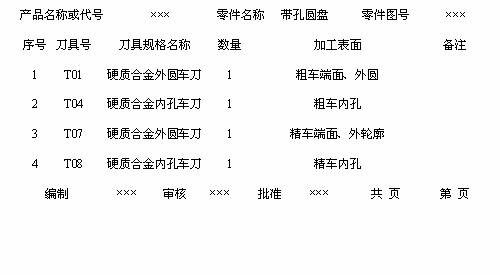
����ѡ���ĵ��߲��������1����Բ�����ؼӹ����߿�Ƭ�С�
��1
����Բ�����ؼӹ����߿�Ƭ
6��ȷ�������������ԣ�
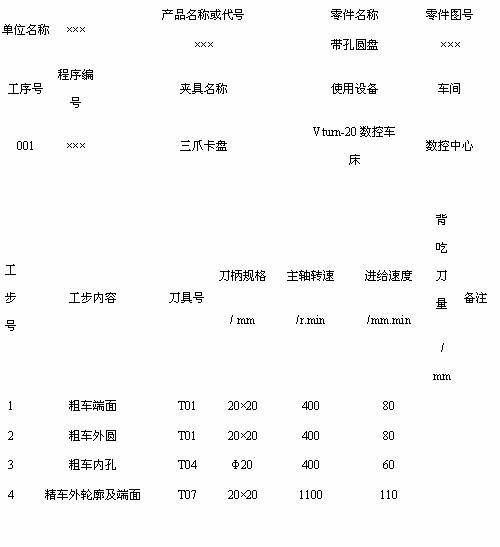
7�����ؼӹ����տ�Ƭ�ⶩ
�Թ����Ҷ���Ϊ����ԭ�㣬�����㶨ΪX200��Z200�����ؼӹ����տ�Ƭ����2��
��2
����Բ�̵����ؼӹ����տ�Ƭ