|
|
|
|
高速切削加工技术简介 |
|
|
数控高速切削加工作为模具制造中最为重要的一项先进制造技术,是集高效、优质、低耗于一身的先进制造技术。在常规切削加工中备受困扰的一系列问题,通过高速切削加工的应用得到了解决。其切削速度、进给速度相对于传统的切削加工,以级数级提高,切削机理也发生了根本的变化。与传统切削加工相比,切削加工发生了本质性的飞跃,其单位功率的金属切除率提高了30%~40%,切削力降低了30%,刀具的切削寿命提高了70%,留于工件的切削热大幅度降低,低阶切削振动几乎消失。随着切削速度的提高,单位时间毛坯材料的去除率增加,切削时间减少,加工效率提高,从而缩短了产品的制造周期,提高了产品的市场竞争力。同时,高速加工的小量快进使切削力减少,切屑的高速排除,减少了工件的切削力和热应力变形,提高了刚性差和薄壁零件切削加工的可能性。由于切削力的降低,转速的提高使切削系统的工作频率远离机床的低阶固有频率,而工件的表面粗糙度对低阶频率最为敏感,由此降低了表面粗糙度。在模具的高淬硬钢件(HRC45~65)的加工过程中,采用高速切削可以取代电加工和磨削抛光的工序,避免了电极的制造和费时的电加工时间,大幅度减少了钳工的打磨与抛光量。一些市场上越来越需要的薄壁模具工件,高速铣削可顺利完成。而且在高速铣削CNC加工中心上,模具一次装夹可完成多工步加工。这些优点在资金回转要求快、交货时间紧急、产品竞争激烈的模具等行业是非常适宜的。
高速切削加工
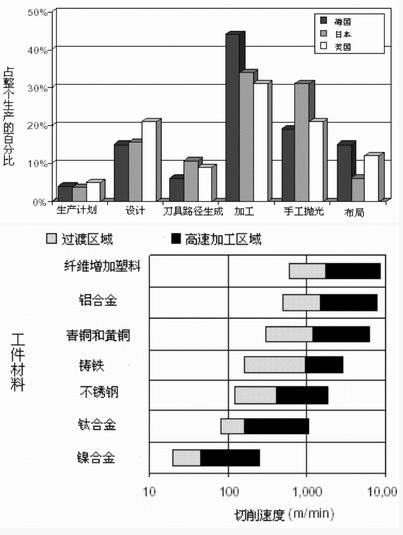
高速加工切削系统主要由可满足高速切削的高速加工中心、高性能的刀具夹持系统、高速切削刀具、安全可靠的高速切削CAM软件系统等构成,因此,高速加工实质上是一项大的系统工程。随着切削刀具技术的进步,高速加工已可以应用于加工合金钢(HRC>30),广泛地应用于汽车和电子元件产品中的冲压模、注塑模具等零件的加工。高速加工的定义依赖于被加工的工件材料的类型。图1是采用高速加工时对不同材料普遍采用的切削速度。例如,高速加工合金钢采用的切削速度为500m/min,而这一速度在加工铝合金时为常规采用的顺铣速度。
随着高速加工的应用范围扩大,对新型刀具材料的研究、刀具设计结构的改进、数控刀具路径新策略的产生和切削条件的改善等也有所提高。而且,切削过程的计算机辅助模拟技术也出现了,这项技术对预测刀具温度、应力、延长刀具使用寿命很有意义。铸造、冲模、热压模和注塑模加工的应用代表了铸铁、铸钢和合金钢的高速切削应用范围的扩大。工业领先的国家在冲模和铸模制造方面,研制时间大部分耗费在机械加工和抛光加工工序上,如图1所示。冲模或铸模的机械加工和抛光加工约占整个加工费用的2/3,而高速铣可正好用来缩短研制周期,降低加工费用。
|
 |